
7.12. Prensado de la clavija de sujeción
La clavija de sujeción garantiza la correcta interacción entre el áncora y el volante de equilibrio. El áncora transmite un impulso de fuerza al volante, ya sea hacia la derecha o hacia la izquierda. Esto significa que el rubí de impulso en la platina del volante es empujado y se desplaza fuera de la platina en la dirección correspondiente. Entonces, el volante de equilibrio hace medio movimiento de oscilación y el rubí de impulso vuelve recorriendo la misma trayectoria. Ahora es importante que el áncora permanezca en la misma posición y pueda captar de nuevo el impulso de oscilación. La clavija de sujeción impide que el áncora cambie de lado accidentalmente, lo que provocaría que el reloj se parase al instante. Mucha responsabilidad para una pieza tan pequeña.

7.11. Lubricación automática
Para garantizar que todo funcione correctamente, un movimiento mecánico necesita la cantidad adecuada del aceite adecuado en los sitios adecuados. Aplicar el tipo de aceite concreto en un punto seleccionado no es complicado, la única dificultad estriba en calcular la cantidad con precisión y aplicarla de manera uniforme a mano. ¿Cuánto es justo lo correcto y cuánto es demasiado? ¿Será mi cálculo de hoy el mismo que el de mañana? ¿Cómo calcularán las cantidades mis compañeros? La dosificación automática ofrece una solución. La presión y el tiempo de dosificación se determinan junto con el tiempo de retención, de modo que el aceite tenga tiempo de drenarse. Un proceso estable y una calidad consistente. Así es como funciona todo a la perfección.

7.10. Desbloqueo y desmontaje del puente del volante
Debemos repetir este paso con la menor frecuencia posible, ya que se corren riesgos cada vez que se desmontan el volante de equilibrio y el puente del volante. Si se agita demasiado, la espiral puede deformarse levemente, y corregir eso requiere mucha experiencia y un pulso excepcionalmente firme. Por eso, preparamos los componentes de manera que solo haya que realizar el menor trabajo de ajuste posible. Los rubíes y la protección contra golpes se colocan a presión con una precisión de unos pocos micrómetros, por lo que hay muchas posibilidades de que todo encaje enseguida. Cuantos menos ajustes sean necesarios en el volante de equilibrio y la espiral, más rápido alcanzará el movimiento una precisión estable. En este caso, menos suele ser más.

7.9. Comprobación de la dureza
La dureza de un material es importante en muchos aspectos de la relojería. Influye en la función de un componente, en su desgaste y, por lo tanto, en su vida útil, así como en la fricción entre dos componentes, la resistencia a la corrosión, la elasticidad y muchas otras propiedades. La medición de la dureza es un elemento crucial del control de calidad, sobre todo porque es algo que no se puede evaluar visualmente.

7.8. Limpieza de las platinas del movimiento
La limpieza es fundamental en la manufactura de relojes y movimientos mecánicos. Incluso las partículas de polvo más diminutas pueden afectar el funcionamiento o comprometer la estética de la esfera. Por ello, las piezas del movimiento se someten a distintos procesos de limpieza durante la fabricación. Esta etapa resulta especialmente importante antes de las mediciones y pruebas, ya que, de lo contrario, los resultados podrían quedar alterados. Este vídeo muestra cómo las platinas del movimiento, una vez equipadas con rubíes y clavijas, y decoradas con perlado, se lavan y enjuagan cuidadosamente en varias ocasiones. Este proceso también permite eliminar los residuos de aceites y grasas. El paso siguiente —el galvanizado— sella la superficie decorada de latón, garantizando así una belleza duradera.

7.7. Montaje previo del puente del volante
El puente del volante se monta previamente con el sistema de regulación, que consta del portapitón y del regulador, así como de la protección contra golpes. El portapitón sujeta el pitón del resorte, que se pegará posteriormente al extremo de la espiral. El regulador, con su llave, permite un ajuste rápido de la velocidad. Y la protección contra golpes garantiza que los finos pivotes del volante estén protegidos, incluso cuando las cosas se ponen muy movidas. Todos estos componentes y piezas individuales crean las condiciones ideales para que el volante oscile uniformemente a la frecuencia correcta, a la vez que ofrecen una protección óptima.

7.6. Inspección visual de Tangente Update
Las inspecciones visuales se llevan a cabo antes, durante y después del montaje del reloj. Todo el mundo quiere que su reloj sea preciso y bonito. Son necesarios varios pasos para garantizar que Tangente neomatik Update brille en todo su esplendor y sea técnica y estéticamente impecable hasta el último paso. La inspección final de un reloj requiere cuidado y paciencia. El control de la calidad exige un ojo experto para asegurar la interacción perfecta de las piezas y la pureza de las superficies, estructuras y colores. Esta tarea conlleva una gran responsabilidad, pero también es muy gratificante, sobre todo cuando se trata un reloj NOMOS.
7.5. Clasificación de la espiral y del volante de equilibrio
Para que un reloj mecánico mantenga la hora exacta, el volante, compuesto por el volante de equilibrio y la espiral, debe oscilar a una frecuencia precisa. La elasticidad de la espiral y el momento de inercia del volante de equilibrio son factores decisivos. Juntos, ambos valores determinan la frecuencia. Pero ¿qué espiral y qué volante de equilibrio encajan entre sí? En NOMOS Glashütte, se realizan mediciones exactas para decidir qué espirales y qué volantes de equilibrio deben emparejarse. Otras parejas en NOMOS Glashütte se conocen de forma más natural, como el responsable del departamento de investigación de NOMOS y su esposa. ¡Hay cosas en la vida que simplemente no se pueden medir!
7.4. Separación de las piezas torneadas
¡Ruedas centrales en el túnel de viento! Nuestras ruedas centrales se fabrican primero como piezas en bruto sin dientes en tornos automáticos. Una vez cortadas a partir de la materia prima, las piezas se limpian para eliminar el aceite, que también sirve como refrigerante, y se recogen en un recipiente. A pesar del tamizado y la limpieza posterior, algunas virutas muy pequeñas se obstinan en permanecer en la pila de piezas en bruto. Ahora es cuando se separan de las piezas necesarias en una especie de túnel de viento. Con un movimiento de agitación y la fuerza del viento justa para que solo salgan volando las virutas pequeñas, quedan atrás las piezas en bruto debido a su tamaño y su masa. Lo que no pertenece aquí, se lo lleva el viento.
7.3. Medición de la holgura vertical
Además de la holgura lateral, la holgura vertical de las ruedas es esencial para un funcionamiento fluido y sin fricciones. Esto significa que las ruedas no deben atascarse en los cojinetes ni entre las platinas, siempre deben poder levantarse ligeramente antes de tocar la platina superior. Esto es la holgura vertical, que nuestros cualificados relojeros pueden evaluar de forma experta con una lupa. Los movimientos NOMOS son especialmente finos, por lo que la holgura vertical también está muy controlada. En algunos sitios, puede estar tan solo entre 15 y 30 micrómetros, lo cual es muy exigente desde un punto de vista puramente visual. En este aspecto, las opiniones suelen diferir. Y antes de tomar una decisión basada en las distintas opiniones, nuestro sistema automático de comprobación de la holgura vertical ya ha medido numerosos calibres, algo que se hace rápidamente. Cuando se trata de funcionalidad, preferimos confiar en datos verificables.

7.2. Inspección de la correa metálica de Club Sport
Esta correa metálica es deportiva, duradera y atractiva. La funcionalidad se toma por supuesto. Se realizan varias pruebas, entre ellas una inspección visual. La interacción entre las superficies pulidas y las cepilladas es dinámica y fluida. La inspección visual de los bordes y las superficies, así como asegurarse de que la correa se ajuste correctamente a la caja, son comprobaciones y mediciones necesarias. Al fin y al cabo, la función de la correa metálica es sujetar un precioso reloj NOMOS.
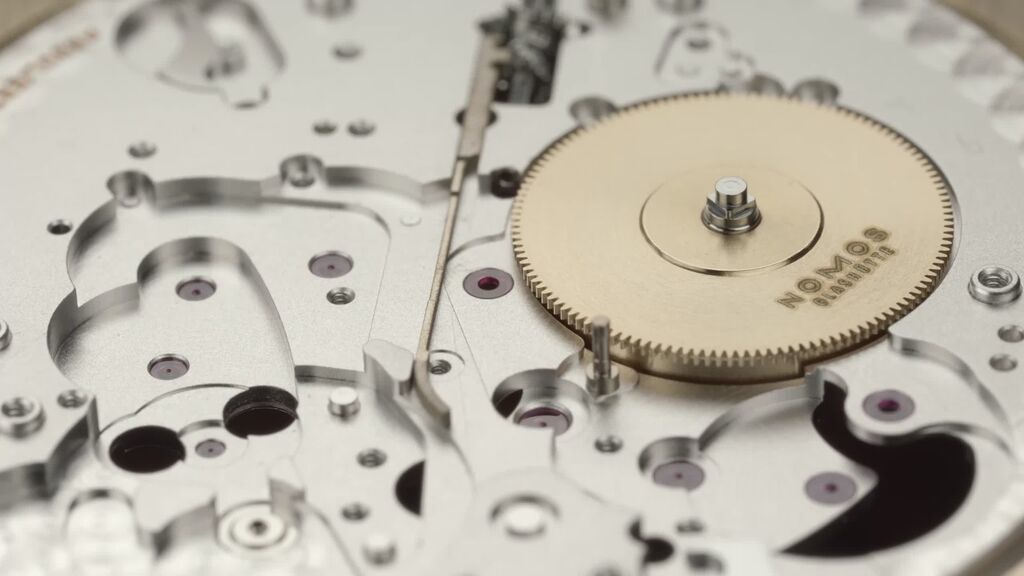
7.1. Montaje del tren de engranajes
El tren de engranajes: un término genérico que hace referencia a una serie de ruedas interconectadas. El calibre DUW 3001 es un ejemplo de engranaje que transmite la energía del resorte principal desde el barrilete —a través de la rueda central, la tercera rueda y la segunda rueda— hasta la rueda de escape. Otro ejemplo es el engranaje automático, que utiliza el movimiento del rotor para dar cuerda al resorte principal. El número de giros de cada rueda aumenta progresivamente desde el barrilete del resorte principal hasta la rueda de escape. Tras la primera vuelta del barrilete, la rueda de escape ya ha rotado unas 4000 veces. El engranaje automático funciona totalmente al revés. En este caso, los numerosos movimientos del rotor se convierten en rotaciones cada vez más lentas. Todo esto sucede bajo la platina de tres cuartos de Glashütte, todo en un mismo nivel. Un diseño fino y elegante característico de los relojes NOMOS.
Precisión en todos los detalles
La calidad no es algo que se logre por casualidad, sino más bien al medir, ajustar, arreglar, comprobar y probar de manera metódica hasta que todo está en su sitio y funciona como debe. Sobre todo, es el resultado de mantener los más altos estándares. Para garantizar que nuestros relojes mecánicos cumplen estos estándares, la precisión es una prioridad en cada paso del trabajo. Desde la superficie perfectamente lisa de la platina base y el cuidadoso montaje y ajuste de los componentes individuales del calibre hasta la selección de la correa más adecuada. La experiencia y los métodos de producción correctos se combinan con una idea clara para obtener los mejores resultados. Esta colección de cortometrajes artísticos presenta algunos de los numerosos procesos que intervienen en la creación de un reloj de alta precisión de NOMOS Glashütte.

6.12. Montado del movimiento en la caja
El movimiento, incluidas la esfera y las manecillas, está en su fase final antes de llegar a su destino: la caja. El largo trayecto de fabricación y montaje de un reloj NOMOS llega a su fin; el movimiento se monta en la caja. La precisa mecánica, montada y ajustada durante muchas horas de trabajo manual, ahora está protegida, completando el diseño de esta pequeña obra maestra de la artesanía. La caja, la esfera y las manecillas se combinan para encajar con el carácter del modelo de NOMOS correspondiente. El fondo de cristal de zafiro proporciona una vista impresionante del microcosmos del interior. Pero el paso final aún implica muchas etapas. Una última inspección que dura varios días se dedica a comprobar la precisión, el aspecto, el ritmo, la resistencia al agua y muchos otros aspectos del reloj. Como un examen final, siempre es emocionante y gratificante cuando un reloj aprueba con matrícula de honor.

6.11. Montaje previo de la rueda correctora
La rueda correctora se usa en el calibre neomatik DUW 6101 para lograr un ajuste de fecha rápido. Permite ajustar la fecha en ambas direcciones (hacia delante y hacia atrás) y evita que se dañe el movimiento si se intenta ajustar la fecha manualmente durante el breve periodo de bloqueo de 90 minutos a medianoche. Dado que el movimiento cambia de manera automática al día siguiente en este momento, la corrección manual es imposible temporalmente. Y si alguien lo intenta, la rueda correctora cede. ¡Qué inteligente! Tiene un embrague deslizante que se acopla a una determinada fuerza, permitiendo que el engranaje impulsado por la corona gire mientras la rueda permanece inmóvil. La rueda y el engranaje están remachados entre sí mediante un resorte de fricción. Para que el embrague deslizante no se active demasiado pronto ni demasiado tarde, todo debe estar perfectamente coordinado, como en un buen equipo. Estamos encantados de demostrarlo y comprobar que cada rueda correctora tenga el par correcto. ¡Más vale prevenir que curar!

6.10. Inspección visual de los marcadores de minutos
La esfera de un reloj es como una cara: tiene su carácter. Es la parte del reloj que atrae toda la atención, esa a la que todo el mundo mira y la que nos dice la hora. Siempre en armonía con las manecillas. Por eso comprobamos cada esfera para garantizar su perfección, que las líneas finas de la escala de minutos están correctamente colocadas, que el color de base combina con las manecillas y que de un solo vistazo se recibe información precisa sobre la hora. Practicidad en su forma más bella.

6.9. Comprobación del par de retención
La rueda de escape, que consta de esta rueda única y de un piñón, se remacha en NOMOS Glashütte. El piñón recibe energía de la cuarta rueda (que la recibe del resorte principal) y la rueda de escape transfiere la energía al áncora. Claro que esto solo ocurre cuando la rueda de escape y el piñón de la rueda de escape están conectados con firmeza. En NOMOS, esto se verifica al tratar de girar la rueda y el piñón uno contra el otro, hasta una fuerza determinada: el par de retención. Cualquier torsión real es detectada inmediatamente por el dispositivo de prueba. Todas las ruedas de NOMOS se verifican así. Ya se sabe que solo los procesos de montaje estables logran una precisión en la que confiar.

6.8. Calibrado de las correas
La correa de un reloj NOMOS debe ser cómoda por encima de todo. Aquí se presta especial atención al sentido del tacto. ¿Piel suave o ante? Horween Genuine Shell Cordovan o Alcantara vegano? ¿De tela o de metal? NOMOS ahora ofrece toda una variedad de diferentes correas y correas metálicas en distintos materiales, colores y acabados. Estas deben someterse a estrictas inspecciones de entrada de mercancías, sin ninguna excepción. Además de cumplir los criterios visuales, también se comprueba el ancho de asa correcto. Al fin y al cabo, la correa nunca debería quedar ni demasiado estrecha ni demasiado holgada en las asas de la caja. Para que esto sea así, las correas se someten a una prueba de calibrado. La pieza final de la correa se inserta en el primer calibre. Si encaja, la correa no es demasiado ancha. Un segundo calibre verifica si la correa es demasiado estrecha; no debe caber en este calibre. Simple, rápido y fiable. ¡Calidad en un abrir y cerrar de ojos!
6.7. Fijación de la elipse
La elipse, la piedra de palanca del volante de equilibrio, recibe el impulso del áncora y hace que el volante de equilibrio se mantenga oscilando hacia delante y hacia atrás. Sin embargo, en la actualidad, se parece más a un medio cilindro que a una elipse. Su radio y longitud son significativamente inferiores a medio milímetro; diminutos, pero muy importantes. La elipse se introduce a presión en la platina, un paso delicado en el proceso de fabricación. Incluso la más leve brisa podría llevarse los pequeños rubíes. Por eso usamos presión negativa al colocar los componentes. Esto garantiza que todo se quede en su sitio. Al fin y al cabo, la elipse debe transmitir seis impulsos por segundo, lo que supone 518 400 impulsos al día, y caso 190 millones al año. ¡Es increíble lo que puede llegar a hacer esta pieza diminuta!

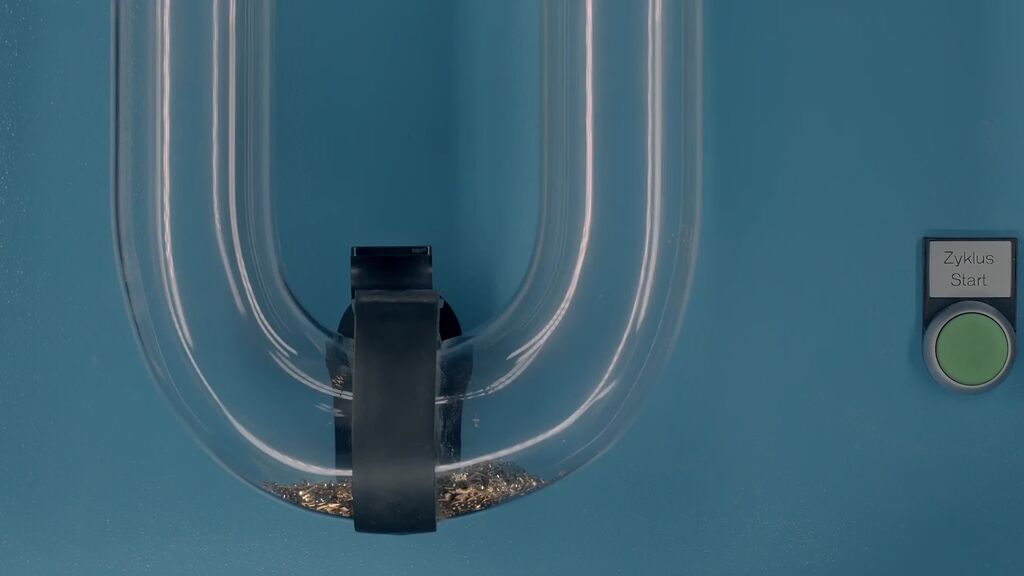
6.6. Comprobación de la resistencia al agua
Los relojes NOMOS que tienen una ballena grabada en el fondo de la caja se pueden llevar al nadar. NOMOS comprueba la resistencia al agua de sus relojes empleando diferentes métodos. En las pruebas individuales, por ejemplo, el reloj se somete a una presión atmosférica específica, que debería producir una deformación mínima de la caja. Si no se detectan cambios, se ha producido la ecualización de presión dentro del reloj, lo que significa que no es resistencia al agua. Al probar diferentes relojes a la vez, se usa el método del volumen. Cada reloj se coloca en su propia cámara, que solo puede contener un determinado volumen de aire. Esto se define de manera precisa de antemano para cada modelo de reloj. Si cabe más aire, debe estar entrando en el reloj. Mala señal. Pero dado que la calidad en NOMOS no es para nada por casualidad, esto es extremadamente raro. Si un reloj tiene una fuga persistente, lo enviamos a la estación de buceo, como se muestra aquí en el vídeo. La fuga se descubre bajo el agua.

6.5. Prueba de uniformidad
Los movimientos NOMOS se distinguen no solo por su precisión, sino también por su delgadez excepcional. Esto no es casualidad. Además de los diseños innovadores y las propiedades especiales de los materiales, las propiedades de los materiales de las piezas, como la delgadez y la uniformidad, también son muy importantes. En nuestros movimientos, el espacio para cada componente es limitado. Esto significa que la distancia entre las piezas adyacentes no es muy grande. Por eso, las ruedas no se pueden mover mucho hacia arriba o hacia abajo al girar. Los relojeros dicen que deben girar con una uniformidad concreta. Por eso, en NOMOS, cada rueda se verifica para comprobar su uniformidad después del montaje de las piezas individuales: visualmente, mediante un sistema de cámaras, y con una precisión extrema. Este es el único modo en que NOMOS puede lograr un funcionamiento perfecto en un espacio tan reducido.

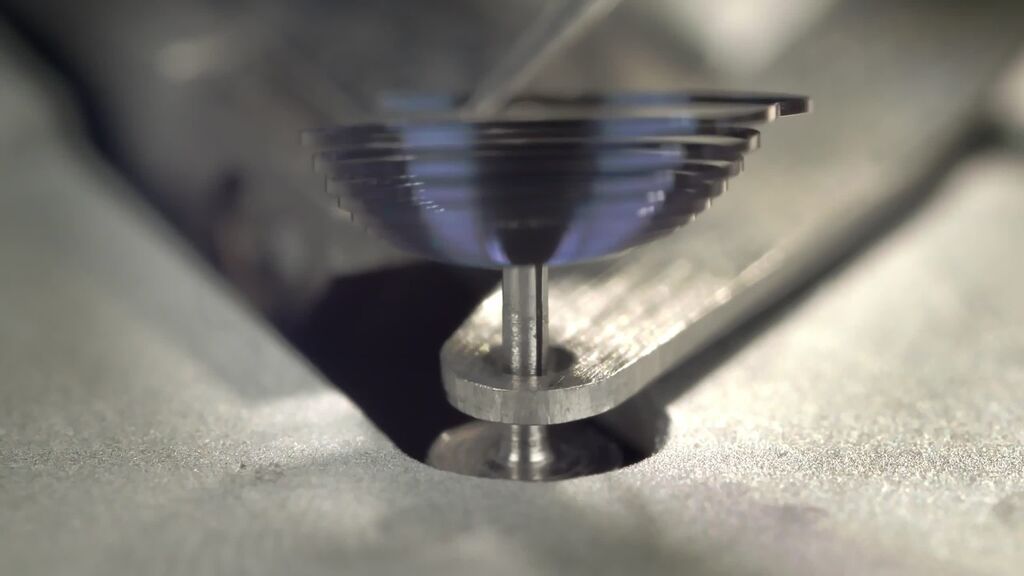
6.4. Prensado del eje del áncora
El eje del áncora es un eje muy corto con clavijas incluso más cortas. Las dimensiones y el acabado de la superficie tienen que ser perfectos. Esto es así porque el áncora desempeña un papel central en el Swing System de NOMOS. Convierte el movimiento giratorio de la rueda del áncora en un vaivén que proporciona al volante de equilibrio un impulso con cada contacto. En realidad, se trata simplemente de un pequeño empujón, pero conlleva la transferencia de fuerza combinada con aceleración, teniendo en cuenta la inercia. La fricción también juega un papel fundamental. ¡Por eso todo tiene que ser perfecto! El eje del áncora, prensado justo a la altura correcta, garantiza que el áncora esté perfectamente colocada entre la rueda del áncora y el volante de equilibrio. Los pivotes laminados reducen la fricción en el cojinete, y las tolerancias especialmente ajustadas mantienen el áncora lo más recta posible. Así, el eje del áncora, por pequeño que sea, desempeña un papel fundamental en la precisión general de un reloj mecánico.

6.3. Garantía de calidad: medición táctil
Un método de medición táctil registra el contacto de un cuerpo con una punta de medición. En otras palabras: se aproximan. Los métodos de medición óptica modernos son muy rápidos y muy precisos. No obstante, esto no siempre es suficiente cuando se trata de fabricar movimientos de reloj. Debido a una gran variedad de influencias, como la luz, la superficie, la textura y los reflejos, la precisión de medición de los métodos ópticos en algunos casos disminuye. Aquí es donde presentan una ventaja los procesos táctiles. Ya sea un diámetro interior o exterior, alturas o contornos completos, manual o completamente automático, casi todo es posible si sabe cómo hacerlo. Solo los técnicos cualificados como los de NOMOS Glashütte saben usar los diferentes métodos de medición correctamente.

6.2. Ajuste del extremo del espiral del volante
La última parte curvada del espiral del volante se conoce como la curva del extremo. Antes incluso había una curva de extremo interior. Esta se usa para fijarlo al portapitón y, por tanto, al coq del volante. Además, la curva del extremo a menudo sirve para ajustar rápidamente el ritmo del reloj, ya que la frecuencia —que es la oscilación del volante de equilibrio— se puede ver afectada al cambiar la longitud efectiva del espiral del volante. Para garantizar que esto ocurra de manera fiable y en pasos uniformes, la curva del extremo debe tener un radio perfecto hasta el punto central. Esto requiere un buen ojo, un buen pulso y mucha experiencia.

6.1. Pulido con chorro de arena
Casi todas las piezas del movimiento de enmarcado en NOMOS pueden montar en este carrusel sin tener que hacer cola: las platinas del movimiento, las platinas de tres cuartos, los coq del volante y los puentes. Mientras tanto, las piezas también reciben un buen pulido con chorro de arena. Pero con mucha delicadeza, porque no es arena, sino finísimas limaduras de bronce. Esto ayuda a igualar las diferentes estructuras de la superficie que se obtienen del proceso de mecanizado. No solo le da un mejor aspecto, sino que también ayuda con métodos de medición óptica, genera una superficie uniforme para el pulido y suaviza algunos de los bordes. ¡Y observarlo resulta fascinante!