
Hecho en Glashütte: alta relojería de maestros artesanos
NOMOS Glashütte, conforme estos vídeos se hacen realidad, representa la alta relojería de maestros artesanos. Una mano maestra es el instrumento sensible al otro lado de las pinzas, cuya punta brillante aparece a menudo en la imagen. Es la unidad de investigación táctil la que literalmente capta las conexiones. Controla los procesos no solo con el método correcto, sino también con sensibilidad y tacto. Las máquinas ayudan a acelerar el trabajo de calidad, a asegurarlo y a estabilizarlo, pero es la mano experta la que dirige la orquesta de palancas, discos y fresas, y permite la pausa de montaje cuando los resultados son más precisos sin maquinaria. Porque no todo son micrómetros, fuerza y repetibilidad. A veces, la experiencia y las sensaciones son lo que cuentan. También es la mano maestra, y no la máquina, la que busca nuevas soluciones. La mano puede errar una vez, pero aprende en el proceso. Esta mano señala el camino hacia el futuro.

3.12. Montaje previo de la corredera
La forma de la corredera del calibre automático DUW 6101 ofrece mucho espacio para su propia imaginación. Nos recordaba un poco a una carretilla, como puede ver en el vídeo. ¿Y a usted? Claro que aquí las funciones son bastante diferentes. La corredera asegura que, en función de la posición de la corona, puede darle cuerda al movimiento, ajustar rápidamente la fecha en ambas direcciones y establecer la hora exacta. Un componente complejo para nuestros diseñadores, así como para los equipos de producción y montaje. La interacción debe ser perfecta. Demuestra un excelente trabajo en equipo, dentro y fuera del movimiento.
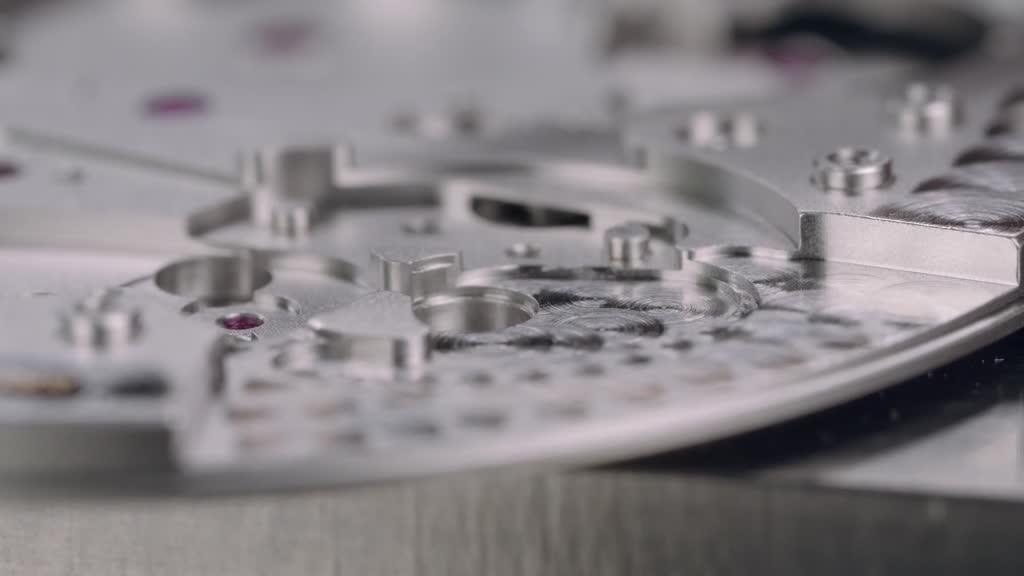
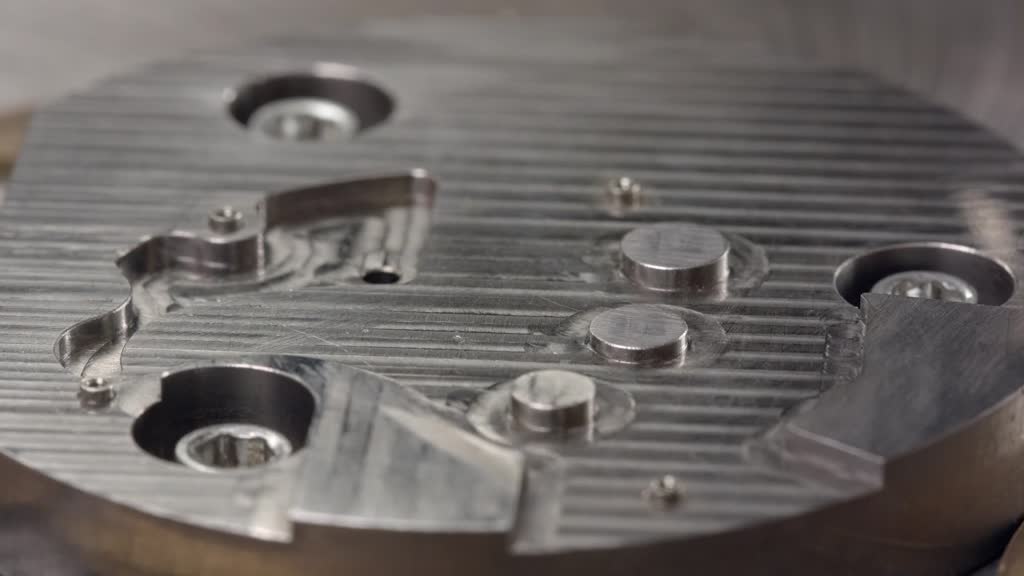
3.11. Torneado de la platina base y fresado del eje del sistema de cuerda
La platina base determina las posiciones de casi todas las piezas individuales. Se crea un gran número de perforaciones, orificios fresados, planos, cavidades o chaflanes en un complejo proceso de mecanizado desde ambos lados. Cuando casi todo está acabado, la platina base puede dejar su pieza en bruto. Este proceso se llama «torneado», que es cuando el diámetro se corta a unos cuantos micrómetros y se retira la última rebaba. Ahora viene otro paso importante: el fresado del sistema de cuerda. Ello requiere una perforación muy larga para conseguir una orientación precisa del conducto. Y dado que a los taladros largos les gusta encontrar su propia trayectoria, NOMOS los fresa por su cuenta. Así es como nuestro equipo de producción garantiza la calidad de esta perforación especial.

3.10. Encaje de la espiral del volante
La espiral del volante templada azul de NOMOS con su casquillo en el centro se coloca sobre el coq del volante previamente montado y se presiona suavemente para colocarlo con una herramienta. Y, por supuesto, no de cualquier forma, sino a una altura muy específica y en un ángulo muy específico entre sí. La espiral del volante y el coq del volante se eligen el uno para el otro de antemano. Seleccionados según unas características específicas, se forman parejas que encajan a la perfección. En el pasado, los coq del volante se dotaban de espirales del volante que claramente eran demasiado largas. A continuación, la espiral del volante se recortaba gradualmente hasta lograr la frecuencia deseada. Perfecto para cada reloj individual, pero muy laborioso. Con las tecnologías de producción actuales, podemos fabricar tolerancias tan ajustadas que, una vez seleccionado, cada puente del volante encuentra su espiral del volante correspondiente.
3.9. Montaje previo de la platina base
Una gran cantidad de piezas se prensan en la platina base, la base de todo movimiento. Y esto se hace con una precisión de tan solo unos cuantos micrómetros. La posición exacta de los rubíes, por ejemplo, garantiza que las ruedas estén lo suficientemente separadas. Nuestros diseñadores calculan todo con extrema precisión para que los movimientos sean tan finos como sea posible. Al fin y al cabo, así es como logramos la elegancia de nuestros relojes. Para el proceso de montaje, nuestros especialistas técnicos han elaborado dispositivos especiales que garantizan las dimensiones de prensado de las pequeñas piezas individuales. Esto permite un montaje rápido mientras se mantiene la mejor calidad.
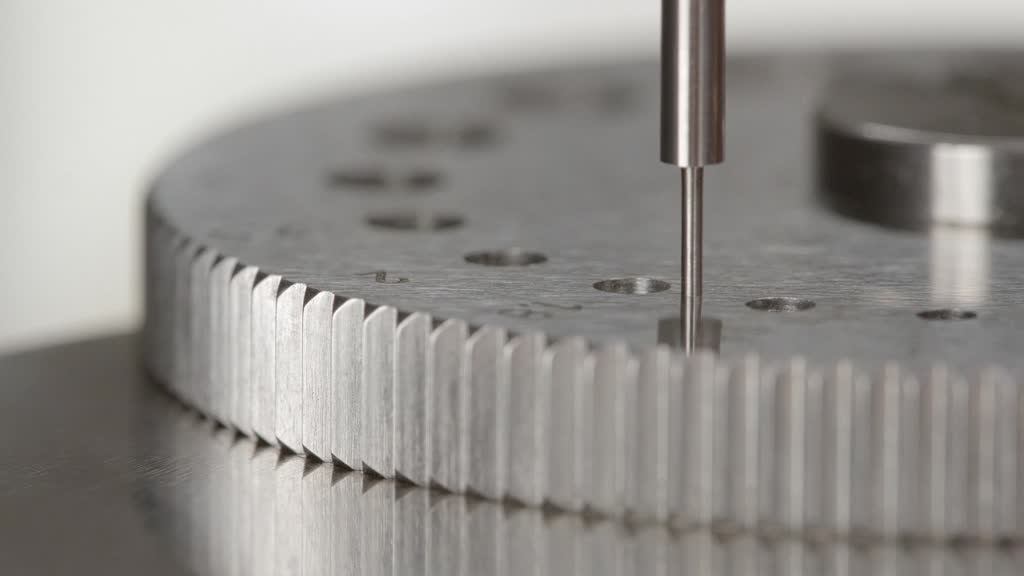
3.8. Máquina de medición por vídeo
La medición óptica con una máquina de medición por vídeo nos permite comprobar ubicaciones y diámetros decisivos de manera muy rápida y fiable. Gracias a su programabilidad y velocidad, se pueden medir automáticamente un gran número de piezas durante la producción, lo que resulta fundamental para garantizar una elevada calidad. No obstante, la medición sin contacto no es adecuada para todas las necesidades. La medición tradicional a mano todavía sigue siendo necesaria, ya que algunos patrones de fresado o reflejos en la superficie pueden afectar a las mediciones ópticas. Los métodos de medición específicos empleados son decisión de nuestros ingenieros de medición, según sus numerosos años de experiencia.

3.7. Montaje del rotor
El plano y elegante rotor anida en el movimiento DUW 6101. Aun así, gracias a nuestros ingenieros de diseño, proporciona la masa y el tamaño suficientes para su función. El rotor garantiza la cuerda automática del reloj en cuanto éste empiece a moverse. Cuanto más grande y más pesado sea, más fácil será suministrar la energía necesaria al movimiento. Gracias a un diseño sofisticado, nuestros ingenieros han logrado aumentar la eficiencia del rotor de manera significativa. Eficiencia energética: un tema actual en una forma muy tradicional.

3.6. Montaje del ajuste a cuello de cisne
¡Un espectáculo visual! Un resorte regulador en su forma más hermosa, un cuello de cisne, representa la tradición de Glashütte en su máxima expresión. Los bordes pulidos, la rugosa superficie exterior y el pulido en negro de las superficies requieren una gran destreza, experiencia y paciencia. Junto con la raqueta, esta pieza permite que el ritmo del reloj se ajuste con gran precisión. Por si esto no fuera suficiente, esta interacción se produce en el puente de áncora grabado a mano. Hecho con amor en Glashütte.
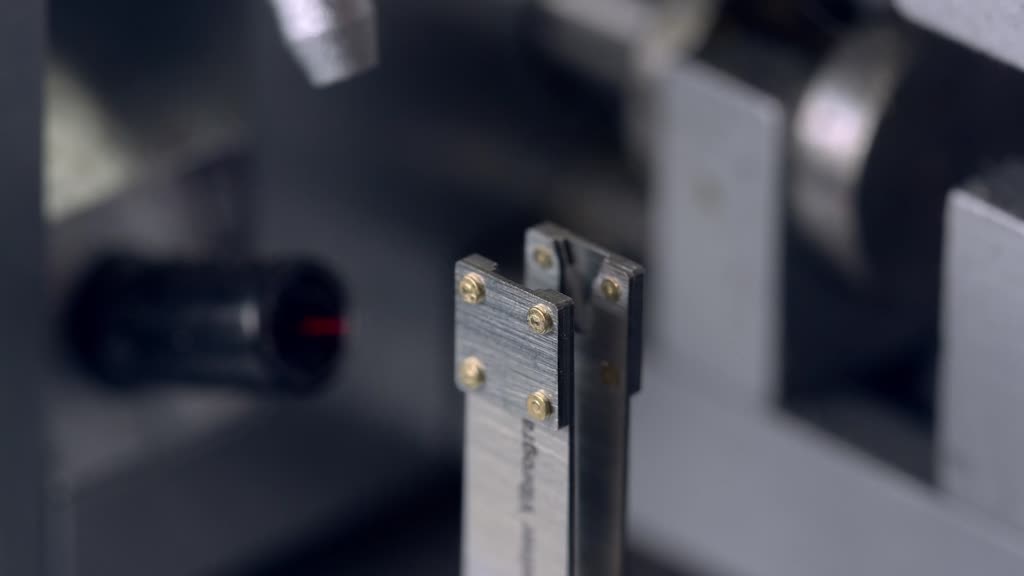
3.5. Equilibrio estático del volante
¡Todo debe funcionar a la perfección! Probablemente sepa por los coches que cuando una rueda presenta un desequilibrio el volante comienza a tambalearse. Por eso, se añaden pequeños pesos a la rueda para eliminar el desequilibrio. Con un reloj ocurre algo bastante similar, solo que a una escala mucho más reducida. En el pasado, cualquier desequilibrio se determinaba con una balanza. El lugar que presenta el mayor desequilibrio siempre señala hacia abajo. Entonces había que recordar el lugar y, a continuación, retirar material del volante con la ayuda de un taladro o un avellanador. Esto se repetía hasta que el volante siempre se detenía en puntos diferentes tras girar en la balanza. Había que tener paciencia. En la actualidad, de nuevo usamos una técnica muy útil. Una corriente de aire acciona de manera uniforme el volante. Un sensor y un láser localizan la posición y el tamaño del desequilibrio, el dispositivo recuerda el lugar y fresa una pequeña o una gran cantidad de material en consecuencia. Claro que el dispositivo es mucho más grande ahora que antes, como unas 3 000 veces más, en lo que se refiere al volumen. Pero también es muchísimo más rápido.

3.4. Fresado de la rueda correctora
Como parte de nuestro reloj con horario universal, sin la rueda correctora la manecilla de horas no se podría ajustar de forma gradual a la hora de viajar. Para ello, la forma del diente tiene que ser muy especial, ya que la rueda giratoria gira de manera constante con la manecilla de horas. Además, la rueda debe estar preparada para cambiar de zona horaria en cualquier momento, ¡lo cual no es nada fácil! Al fin y al cabo, viajar en el tiempo es algo extraordinario.

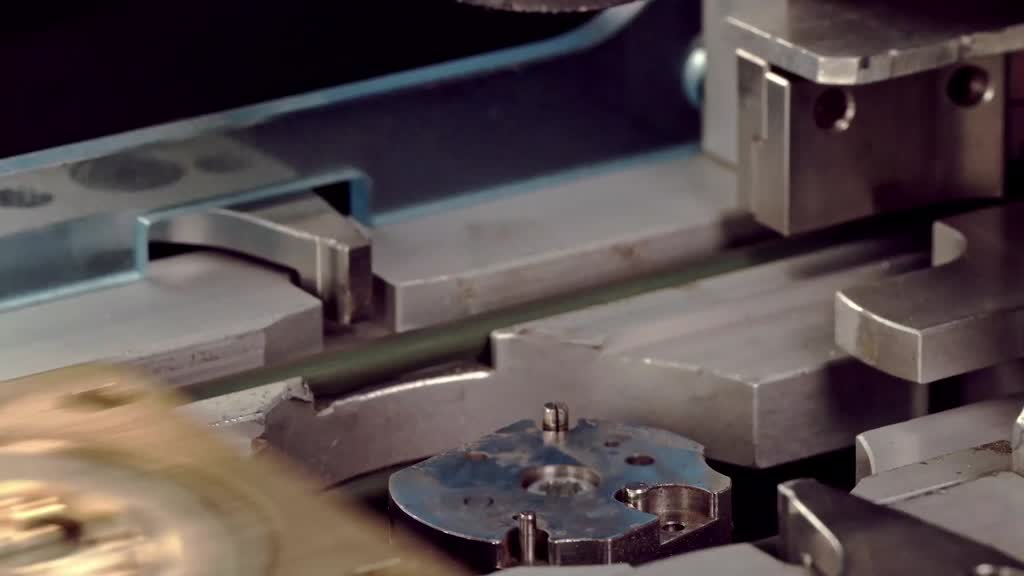
3.3. Remache de la rueda de escape
Como parte del Swing System de NOMOS, la rueda de escape es la pieza central del movimiento. El áncora solo libera la rueda de escape para moverse poco a poco: se mueve y se para de forma constante, el famoso tic tac de un reloj mecánico. A través del movimiento, la energía del resorte tensor pasa al piñón; la rueda se libera y se detiene 21 600 veces por hora. La unión por remaches entre la rueda y el piñón debe durar toda la vida. Este cuidadoso trabajo solo es posible con conocimientos, experiencia, habilidad y pasión por los detalles.
3.2. Medición de la altura
La rueda de la hora se encuentra justo debajo de la esfera y tiene la honorable función de respaldar la manecilla de las horas. Puesto que nuestros movimientos son especialmente planos, la altura de cada rueda individual se debe comprobar minuciosamente. Esta es la única forma en que podemos lograr la combinación de una elegancia fina y una función fiable. Cada pieza contribuye al funcionamiento.
3.1. El pulido tipo rayo de sol
Un acabado muy especial para nuestros calibres más bellos. Las rayas de la mayoría de los movimientos están dispuestas en paralelo pero, aquí, las rayas emergen desde un mismo punto. ¿El resultado? Un efecto similar al de los rayos del sol. ¡Y qué mejor que llevar siempre un rayo de sol en la muñeca!