
7.12. Inserimento del perno di arresto
Il perno di arresto, come suggerisce il nome, garantisce una corretta interazione tra l'ancora e il bilanciere. L'ancora trasmette un impulso alla ruota del bilanciere, verso destra o verso sinistra. Ciò significa che il rubino corrispondente sulla platina del bilanciere riceve una spinta e si allontana dall'ancora nella direzione corrispondente. La ruota del bilanciere esegue così una semi-oscillazione, e il rubino ripercorre lo stesso tragitto in senso inverso. È essenziale che l'ancora resti nella stessa posizione per poter ricevere nuovamente l'impulso oscillatorio. Il perno di arresto impedisce all'ancora di spostarsi involontariamente sull’altro lato, cosa che provocherebbe l’immediato blocco dell’orologio. Una grande responsabilità per un componente tanto piccolo.

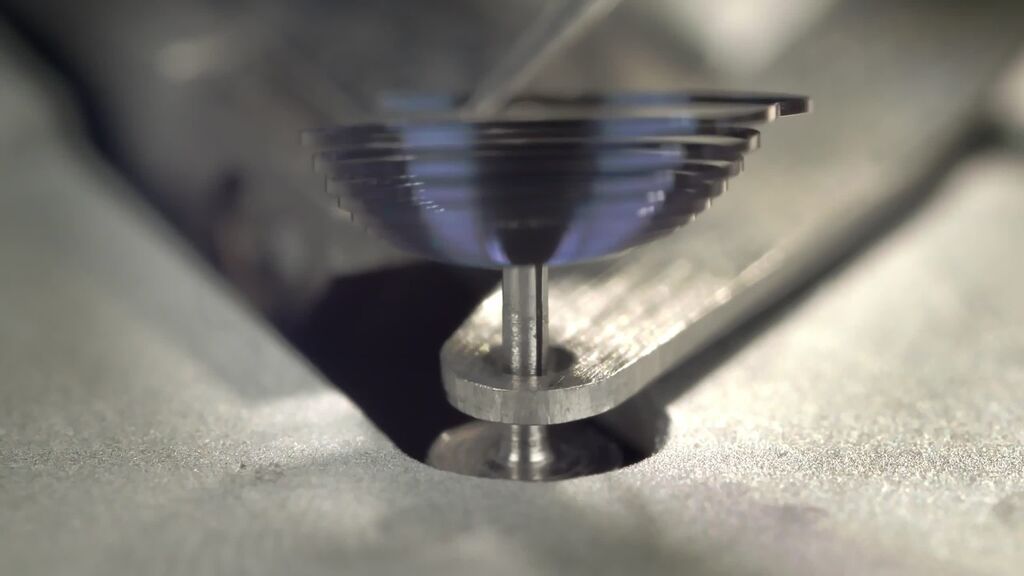
7.11. Oliatura automatica
Per far sì che tutto funzioni alla perfezione, un movimento meccanico necessita della giusta quantità di olio nei punti giusti. Applicare il tipo di olio specificato nel punto corretto non è complicato. Ciò che è difficile è determinare con precisione la quantità, e applicarla in modo uniforme e a mano. Qual è la quantità esattamente giusta e quando l'olio è troppo? La mia stima sarà la stessa oggi e domani? E come valuteranno le quantità i miei colleghi? La soluzione è il dosaggio automatico. La pressione e il tempo di dosaggio vengono prestabiliti insieme al tempo di applicazione, in modo che l'olio abbia il tempo di defluire. Un procedura stabile, una qualità costante. È così che tutto funziona alla perfezione.

7.10. Sgancio e smontaggio del ponte del bilanciere
Questa operazione dovrebbe essere ripetuta il meno possibile, poiché ogni smontaggio del bilanciere e del ponte comporta dei rischi. Se sottoposta a vibrazioni eccessive, la spirale può deformarsi leggermente, e correggere questo difetto richiede grande esperienza e una mano eccezionalmente ferma. Per questo prepariamo i componenti in modo da ridurre al minimo gli interventi di regolazione. I rubini e il sistema antiurto vengono inseriti con una precisione di pochi micrometri, aumentando così le probabilità che tutto si incastri perfettamente fin da subito. Meno regolazioni sono necessarie sul bilanciere e sulla spirale, più rapidamente il movimento raggiunge una precisione stabile. In questo caso, meno è spesso meglio.

7.9 Verifica della durezza
La durezza di un materiale è fondamentale in molti aspetti dell'orologeria. Influisce sul funzionamento di un componente, sul suo grado di usura e quindi sulla durata nel tempo, oltre che sull’attrito tra due componenti, sulla resistenza alla corrosione, sull’elasticità e su molte altre proprietà. Misurare la durezza è essenziale per garantire la qualità, soprattutto perché si tratta di una caratteristica che non può essere valutata visivamente.

7.8. Pulizia delle platine del movimento
La pulizia è fondamentale nella produzione di orologi e movimenti meccanici. Anche le più piccole particelle di polvere possono comprometterne il funzionamento o l’estetica del quadrante. Per questo motivo, le parti del movimento sono sottoposte a diversi processi di pulizia durante la fabbricazione. Questa fase è particolarmente importante prima delle misurazioni e del collaudo, poiché altrimenti i risultati potrebbero risultare alterati. Il filmato mostra come le platine dei movimenti, dopo il montaggio di rubini e perni e l’applicazione del perlage, vengano accuratamente lavate e risciacquate più volte. Questo procedimento rimuove anche eventuali residui di olio e grasso. Il passaggio successivo, l’elettroplaccatura, sigilla la superficie decorata in ottone, garantendo una bellezza destinata a durare nel tempo.

7.7. Pre-assemblaggio del ponte del bilanciere
Il ponte del bilanciere è pre-assemblato con il sistema di regolazione, composto dal portapitone e dal regolatore, oltre che dal sistema antiurto. Il portapitone sostiene il pitone della spirale, che verrà successivamente incollato all'estremità della spirale. Il regolatore permette di calibrare rapidamente la marcia dell'orologio, attraverso la chiave della racchetta. E il sistema antiurto garantisce che i sottili perni del bilanciere siano protetti, anche in caso di forti scossoni. Tutti questi singoli componenti e parti creano le condizioni ideali per far oscillare il bilanciere in modo uniforme e alla giusta frequenza, oltre a proteggerlo al meglio.

7.6. Ispezione visiva di Tangente Update
Vengono effettuate ispezioni visive prima, durante e dopo l'assemblaggio dell'orologio. Tutti desiderano che il proprio orologio sia preciso, splendido e perfetto. Sono necessari numerosi passaggi per garantire che Tangente neomatik Update risplenda in tutto il suo splendore, risultando tecnicamente ed esteticamente impeccabile, fino all'ultimo dettaglio. Per eseguire il controllo finale di un orologio occorrono cura e pazienza. Il controllo qualità richiede un occhio esperto per valutare la perfetta interazione tra le parti e la purezza di superfici, strutture e colori. È un compito che comporta una grande responsabilità, ma anche molto gratificante. Specie quando si tratta di orologi NOMOS.
7.5. Classificazione della spirale e del bilanciere
Affinché un orologio meccanico scandisca accuratamente il tempo, il bilanciere (composto da una ruota e dalla spirale) deve oscillare a una frequenza precisa. L'elasticità della spirale e il momento di inerzia della ruota del bilanciere sono fattori determinanti in tal senso. Insieme, questi valori determinano la frequenza. Ma quale spirale si adatta meglio a quale ruota? In NOMOS Glashütte, effettuiamo misure precise. Misure che vengono poi usate per decidere quali spirali e quali ruote abbinare. Altre coppie di NOMOS Glashütte si formano in modo più naturale, come quella tra il responsabile del reparto ricerca NOMOS e sua moglie, ad esempio. Ci sono cose nella vita che semplicemente non si possono misurare!
7.4 Separazione dei pezzi torniti
Ruote dei minuti nella galleria del vento! Le nostre ruote dei minuti vengono inizialmente prodotte come pezzi grezzi senza denti, su torni automatici. Dopo essere stati tagliati dal materiale grezzo, vengono risciacquati per rimuovere l'olio da taglio, che funge anche da refrigerante, successivamente raccolto in un contenitore. Nonostante la setacciatura e la successiva pulizia, alcuni trucioli molto piccoli rimangono ostinatamente nel lotto di pezzi grezzi. Questi trucioli vengono ora separati dalle parti "buone" in una sorta di galleria del vento. Grazie al movimento oscillatorio e a un flusso d'aria che fa volare via solo i frammenti più piccoli, i pezzi grezzi rimangono al loro posto, per via delle loro dimensioni e della loro massa. Tutto ciò che è superfluo viene semplicemente spazzato via.
7.3 Misurazione del gioco verticale
Oltre al gioco laterale, anche quello verticale è essenziale per garantire che le ruote agiscano in modo uniforme e senza attriti. Questo significa che non devono incastrarsi nei rubini dei cuscinetti o tra le platine. Devono sempre potersi sollevare leggermente prima di toccare la platina superiore: questo è il cosiddetto gioco verticale. I nostri orologiai esperti sanno valutarlo con occhio esperto e con una lente d'ingrandimento. I movimenti NOMOS sono particolarmente sottili, quindi anche il gioco verticale è controllato con estrema precisione. In alcuni punti può essere compreso tra soli 15 e 30 micrometri. È molto impegnativo da un punto di vista puramente visivo. Qui le opinioni tendono a divergere. E prima che venga presa una decisione in base a opinioni differenti, il nostro sistema automatico di verifica del gioco verticale ha già misurato tanti movimenti. Il tutto avviene molto velocemente. Quando è importante la funzionalità, preferiamo contare su dati verificabili.

7.2. Ispezione del cinturino in metallo di Club Sport
Questo cinturino in metallo combina sportività, robustezza e bellezza. La funzionalità è un prerequisito imprescindibile. Vengono effettuati svariati test, compresa un'ispezione visiva. L'interazione tra le superfici lucidate e quelle levigate è agile e dinamica. Per verificare visivamente i bordi e le superfici, oltre che per assicurarsi che il cinturino in metallo si adatti correttamente alla cassa, sono necessari controlli e misurazioni. Dopotutto, il cinturino dovrà tenere saldamente sul polso un orologio NOMOS.
7.1. Assemblaggio del treno di ingranaggi
Treno di ingranaggi: un termine generico che si riferisce a una serie di ruote connesse tra loro. Il calibro DUW 3001 è un esempio di ruotismo che trasmette la forza della molla dal bariletto alla ruota dello scappamento, attraverso la ruota dei minuti, la ruota di piccola media e la ruota ruota dei secondi. Un altro esempio è il ruotismo dei calibri automatici, che sfrutta i movimenti del rotore per caricare la molla. In questo modo, il numero di giri delle ruote aumenta progressivamente dal bariletto alla ruota ad ancora. Dopo la prima rotazione completa del bariletto, la ruota di scappamento ha già compiuto circa 4.000 giri. Il ruotismo di un calibro automatico funziona esattamente al contrario. Qui, i vari movimenti del rotore sono convertiti in rotazioni sempre decrescenti. E tutto avviene al di sotto della platina a tre quarti Glashütte, su un unico piano: un design sottile ed elegante, uno dei tratti distintivi degli orologi NOMOS.
Precisione in ogni dettaglio
La qualità non si raggiunge per caso, ma solo attraverso misurazioni, regolazioni, accorgimenti, controlli e test metodici, fino a quando tutto è perfetto e funziona a dovere. Soprattutto, è il risultato del rispetto degli standard più elevati. Per garantire che i nostri orologi meccanici li soddisfino, la precisione è la principale priorità in ogni fase della lavorazione. Dalla superficie perfettamente levigata della platina, all'attento assemblaggio e alla regolazione dei singoli componenti del calibro, fino alla scelta del cinturino più adatto, la competenza e i metodi di produzione corretti si uniscono a una visione chiara, per ottenere il miglior risultato possibile. Questa raccolta di cortometraggi artistici vuole essere un'introduzione ad alcuni dei numerosi processi che concorrono alla creazione di un orologio di alta precisione di NOMOS Glashütte.

6.12. Incassatura del movimento
Il movimento, compresi il quadrante e le lancette, è nella fase finale prima di raggiungere la sua destinazione: la cassa. Il lungo viaggio di produzione e assemblaggio di un orologio NOMOS volge finalmente al termine. Il movimento viene incassato. Le meccaniche di precisione, assemblate e regolate in molte ore di lavoro manuale, sono ora protette dalla cassa, che completa il design di questo piccolo capolavoro di maestria artigianale. La cassa, il quadrante e le lancette sono combinati in modo da rispecchiare il carattere del rispettivo modello NOMOS. Il fondello in vetro zaffiro offre una vista mozzafiato sul microcosmo al suo interno. Ma il passo finale richiede ancora molte fasi. Un controllo finale, della durata di diversi giorni, viene dedicato alla verifica della precisione, dell'aspetto, della frequenza, della resistenza all'acqua e di numerosi altri aspetti dell'orologio. Come per tutti gli ultimi esami, è sempre emozionante e gratificante quando un orologio li supera a pieni voti.

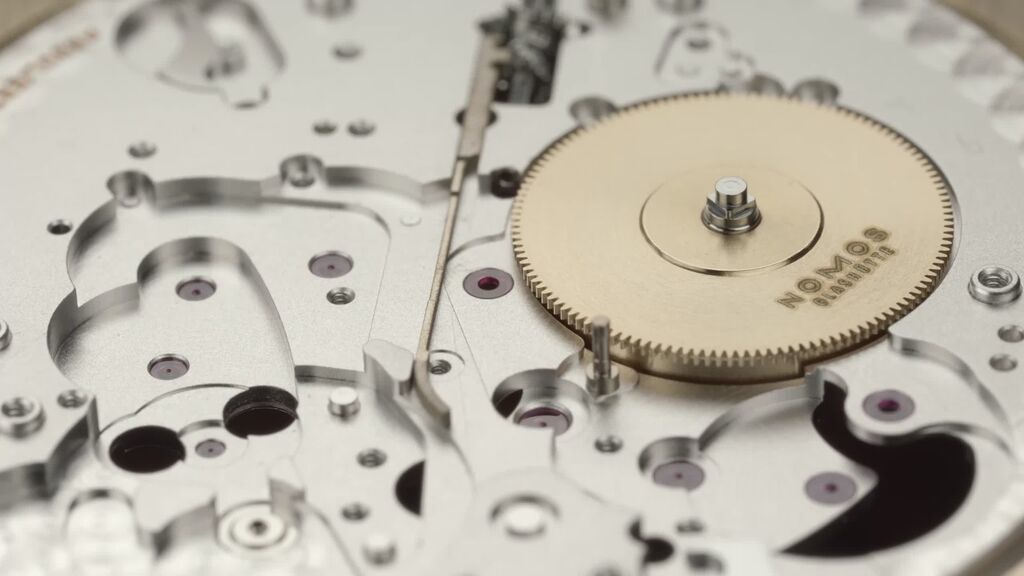
6.11. Pre-assemblaggio della ruota di correzione
La ruota di correzione viene usata nel calibro neomatik DUW 6101 per la regolazione rapida della data. Consente di regolare la data in entrambe le direzioni (in avanti e indietro) e impedisce di danneggiare il movimento se si tenta di regolarla manualmente durante il breve periodo di blocco di 90 minuti in prossimità della mezzanotte. Poiché a questo punto il movimento passa automaticamente al giorno successivo, è temporaneamente impossibile spostare manualmente la data. E se qualcuno ci prova, la ruota di correzione non si muove. Davvero molto ingegnoso! È dotata di una frizione di slittamento che si innesta in presenza di una certa forza, consentendo all'ingranaggio azionato dalla corona di ruotare mentre la ruota rimane ferma. La ruota e l'ingranaggio sono rivettati insieme con una molla a frizione. Per garantire che la frizione di slittamento non si innesti troppo presto o troppo tardi, tutti i componenti devono muoversi in modo perfettamente coordinato, proprio come una squadra affiatata. Siamo felici di poterlo dimostrare e controlliamo ogni singola ruota di correzione per verificare che la coppia sia corretta. Meglio prevenire che curare!

6.10. Ispezione visiva degli indici dei minuti
Il quadrante di un orologio è un po' come un volto: ne trasmette il carattere. È la parte dell'orologio che attira maggiormente l'attenzione, che tutti amano guardare e che ci dice anche che ore sono. Sempre in armonia con le lancette. Ecco perché controlliamo ogni quadrante per assicurarci che sia impeccabile, che le sottili linee della minuteria siano posizionate correttamente, che il colore di base si armonizzi con le lancette e che la precisione nell'indicare l'ora sia un piacere anche per gli occhi. La praticità, nella sua forma più bella.

6.9. Verifica della coppia di tenuta
In NOMOS Glashütte, i due componenti della ruota dell'ancora, composta da una singola ruota e dal relativo pignone, sono rivettati insieme. Il pignone riceve energia dalla quarta ruota (che a sua volta la riceve dalla molla motrice) e la ruota di scappamento trasferisce l'energia all'ancora. Naturalmente, ciò avviene solo quando la ruota di scappamento e il suo pignone sono saldamente collegati. In NOMOS, ciò viene verificato cercando di ruotare la ruota e il pignone l'uno contro l'altro fino a una forza prestabilita: la coppia di tenuta. Qualsiasi torsione effettiva viene immediatamente rilevata dal dispositivo di prova. Tutte le ruote NOMOS vengono controllate in questo modo. Dopotutto, solo processi di assemblaggio solidi garantiscono una precisione su cui si può contare.

6.8. Misurazione dei cinturini
Il cinturino di un orologio NOMOS deve essere, prima di tutto, comodo da indossare. Qui l'attenzione è rivolta soprattutto a come si percepisce al tatto. Pelle liscia o scamosciata? Horween Genuine Shell Cordovan o Alcantara vegan? In tessuto o in metallo? NOMOS offre un'ampia varietà di cinturini e bracciali in diversi materiali, colori e finiture. Al loro arrivo, vengono tutti sottoposti a stringenti controlli di qualità, senza eccezioni. Oltre al soddisfacimento di criteri estetici, viene anche verificata la corretta larghezza delle anse. Il cinturino, infatti, non deve essere né troppo stretto né troppo largo sulle anse della cassa. Per garantirlo, i cinturini vengono sottoposti a un test. La loro estremità viene inserita nel primo strumento di misurazione. Se entra, il cinturino non è troppo largo. Un secondo strumento verifica che non sia troppo stretto: il cinturino non deve entrarci. Semplice, veloce e affidabile. Qualità, in un batter d'occhio!
6.7 Fissaggio dell'ellipse
L'ellipse, il rubino della leva del bilanciere, riceve l'impulso di marcia dall'ancora e fa oscillare il bilanciere avanti e indietro. Oggi, però, assomiglia più a un semi-cilindro che a un'ellisse. Il suo raggio e la sua lunghezza sono molto inferiori a mezzo millimetro: è minuscola, eppure importantissima. L'ellipse viene inserita premendola sulla platina, un passaggio delicato del processo di fabbricazione. Anche la più leggera brezza può spazzare via i minuscoli rubini. Ecco perché usiamo una pressione negativa quando assembliamo i componenti. Ciò assicura che tutto rimanga al suo posto. Dopotutto, l'ellipse deve trasmettere sei impulsi al secondo, ossia 518.400 impulsi al giorno e quasi 190 milioni all'anno. È incredibile cosa può fare questo minuscolo pezzo!

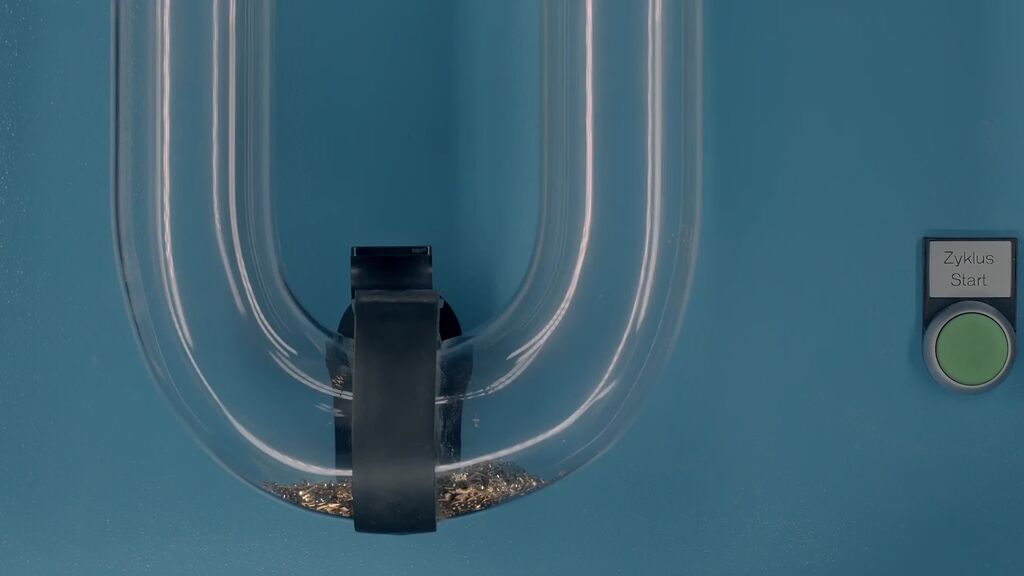
6.6. Test della resistenza all'acqua
Gli orologi NOMOS con una balena incisa sul fondello possono essere indossati tranquillamente durante una nuotata. NOMOS testa l'impermeabilità dei propri orologi usando vari metodi. Nei test sui singoli esemplari, ad esempio, l'orologio viene sottoposto a una pressione atmosferica specifica, che dovrebbe provocare una piccola deformazione della cassa. Se non si misurano variazioni, significa che la pressione all'interno si è equilibrata, e che quindi l'orologio non è impermeabile. Quando si testano più orologi contemporaneamente, si usa il metodo del volume. Ogni segnatempo viene messo in una camera che può contenere solo un certo volume d'aria. Questo volume è definito precisamente in anticipo per ogni modello. Se entra più aria, vuol dire che sta entrando nell'orologio, e questo non va bene. Ma poiché in NOMOS la qualità non è mai lasciata al caso, ciò è estremamente raro. Se un orologio si rivela ostinatamente difettoso, lo inviamo al macchinario a immersione, come mostrato nel filmato. La perdita viene poi individuata sott'acqua.

6.5. Verifica dell'uniformità
I movimenti NOMOS si distinguono non solo per la loro precisione, ma anche per il loro spessore straordinariamente ridotto. Questo non è frutto del caso. Oltre al design innovativo e alle speciali proprietà dei materiali, anche le caratteristiche dei singoli componenti, come la loro sottigliezza e la loro uniformità sono molto importanti. Nei nostri movimenti lo spazio disponibile per ogni componente è limitato. Ciò significa che la distanza tra componenti contigui non è molto grande. Di conseguenza, le ruote non possono muoversi eccessivamente verso l'alto o verso il basso durante la rotazione: gli orologiai dicono che devono ruotare con particolare uniformità. Ecco perché, in NOMOS, verifichiamo l'uniformità di ogni ruota dopo che i singoli componenti sono stati assemblati: visivamente, usando un sistema di telecamere, e con estrema precisione. Solo così NOMOS può garantirne il funzionamento perfetto in uno spazio tanto esiguo.

6.4. Inserimento dell'albero dell'ancora
L'albero dell'ancora è un albero molto corto, con perni ancora più corti. Deve avere delle dimensioni e una finitura superficiale perfette. Questo perché l'ancora svolge un compito centrale nello Swing-System NOMOS. Converte il movimento rotatorio della ruota dell'ancora in un movimento oscillatorio, che impartisce alla ruota del bilanciere un impulso ad ogni contatto. Si tratta invero solo di una piccola spinta. Ma che coinvolge il trasferimento di una forza combinata all'accelerazione, e che deve tenere conto dell'inerzia. Anche l'attrito gioca una parte importante. Quindi tutto deve essere inappuntabile! L'albero dell'ancora, inserito alla giusta altezza, assicura che questo componente sia precisamente posizionato tra la sua ruota e quella del bilanciere. I perni a forma rotonda riducono l'attrito nel cuscinetto e le tolleranze particolarmente stringenti mantengono l'ancora il più dritta possibile. Pertanto, l'albero dell'ancora, per quanto piccolo, gioca un ruolo fondamentale nella precisione complessiva di un orologio meccanico.

6.3. Controllo qualità: misurazione tattile
Un metodo di misurazione tattile registra il contatto di un corpo con la punta di uno strumento. In altre parole, finiscono per conoscersi molto da vicino. I metodi moderni di misurazione ottica sono molto veloci e precisi. Ma ciò non è sempre sufficiente quando si producono movimenti di orologi. A causa di un grande varietà di possibili influenze, come la luce, la struttura superficiale e i riflessi, la precisione della misurazione con metodi ottici in alcuni casi diminuisce. Ed è qui che i metodi tattili offrono un vantaggio. Dai diametri interni a quelli esterni, alle altezze, fino a sagome intere, con metodi manuali o interamente automatici: quasi tutto è possibile, se si sa come fare. Solo i tecnici qualificati come quelli di NOMOS Glashütte sanno come utilizzare correttamente i vari metodi di misurazione.

6.2. Regolazione della spira terminale della spirale del bilanciere
L'ultima parte ricurva della spirale del bilanciere viene chiamata spira terminale. In passato, era presente anche una spira terminale interna. La spira terminale serve a fissare la spirale al pitone, e quindi al ponte del bilanciere. Inoltre, viene spesso usata per regolare rapidamente il passo di un orologio, poiché la frequenza, ovvero l'oscillazione del bilanciere, può essere influenzata cambiando la lunghezza effettiva della spirale. Per garantire che ciò avvenga in modo affidabile e a intervalli regolari, la spira terminale deve avere un raggio perfetto rispetto al punto centrale. Ciò richiede un occhio attento, mano ferma e molta esperienza.

6.1. Sabbiatura
In NOMOS, quasi tutti i componenti su cui monta il movimento possono salire su questa giostra senza dover fare la fila: platine del movimento, platine a tre quarti, ponti del bilanciere e altri ponti. Mentre ci sono sopra, vengono sottoposti a una sabbiatura. Ma in modo molto delicato, poiché non si tratta di sabbia, bensì di una limatura di bronzo finissima. Vengono livellate le varie strutture superficiali che derivano dal processo di lavorazione. Non serve solo a renderli più belli, ma aiuta anche con i metodi di misurazione ottica, creando una superficie ancora più uniforme per la lucidatura, e levigando alcuni dei bordi. Ed è molto affascinante da osservare!