
7.12. 剣先を圧入する
剣先は、英語でガードピンと呼ばれるように、アンクルとテンワの適切な接触を確保するものです。アンクルは、テンワに右か左の力の勢いを伝えます。これはテンワのプレート上の振り石が押されて、アンクルからそれぞれの方向へ離れることを意味します。これによりテンワが半分の振動を起こし、振り石が同じ軌道で戻ってきます。ここで重要なのは、アンクルが同じ位置に維持され、振動の勢いを再び受け止めることができるかどうかです。剣先は、時計を即座に停止させてしまうような、アンクルの意図しない軌道変更を防止します。極めて小さな部品ですが、大きな責任を背負っているのです。

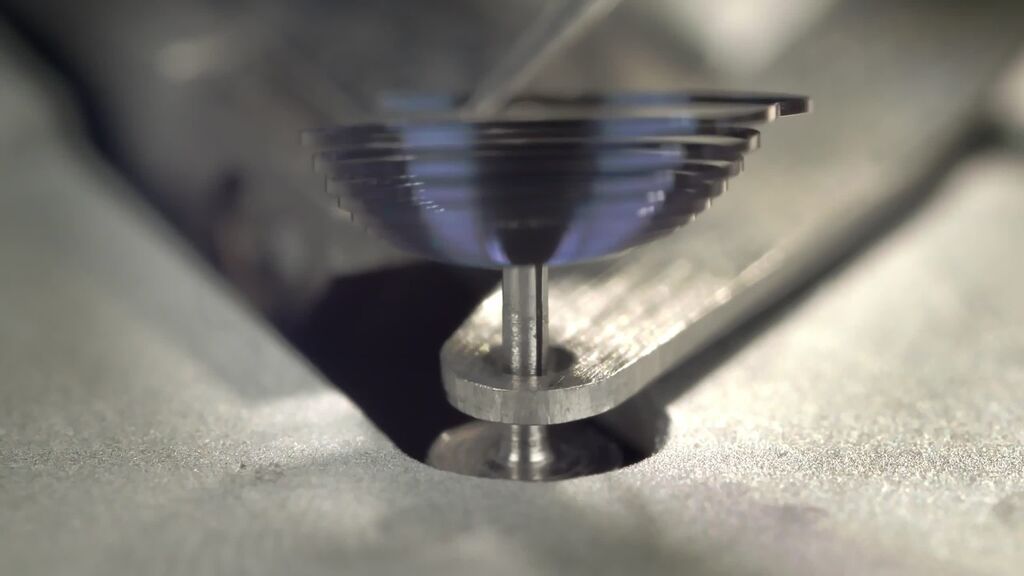
7.11. 自動注油
すべてがスムーズに動作するよう確実を期すため、機械式ムーブメントには正しい分量の適正なオイルを正確な位置に注油する必要があります。選択した箇所に特定の種類のオイルを注油するのはそれほど大変なことではありませんが、その分量を厳密に判断し、手作業で常に一定の量を注油するのは容易ではありません。どのぐらいの量が厳密に適正な量なのか、どのぐらいの量になると多過ぎるのか? 今日の自分が判断した量は明日も同じだろうか? そして同僚たちが判断する分量は? 自動注油はこれらのの問題を解決してくれます。圧力と注油時間の決定には一時停止時間も考慮され、オイルが浸み込む時間を作ります。安定したプロセスで一貫した高品質。こうしてすべてがスムーズに動作するのです。

7.10. テンプ受けを外して分解
この手順はできるだけ少ない頻度で繰り返すべきです。それは、テンワとテンプ受けを分解する度にリスクがあるからなのです。過度な振動により、ヒゲゼンマイはわずかに変形してしまう可能性があり、これを修正するには豊富な経験と優れた手先の安定性が必要となります。そのため、ノモスは、必要となる小規模な調整作業をできるだけ抑えられる形で部品を準備しています。ルビーと耐震装置はマイクロメートル単位の精度で圧入されており、これにより全てが即座にフィットする可能性が高くなっています。テンワとヒゲゼンマイに必要となる調整が少ないほど、ムーブメントはより早く安定した精度を達成します。この場合、少ないほど良い結果をもたらすことが多いのです。

7.9. 硬度の測定
材料の硬度は、時計作りの多くの要素において重要です。これは部品の機能と摩耗に影響を与えるだけでなく、二つのパーツ間での摩擦、耐食性、弾性、その他多くの特性にも影響を及ぼします。硬度の測定は、見た目では判断できないこともあり、品質保証において極めて重要な要素なのです。

7.8. プレートの洗浄
時計と機械式ムーブメントの製造において清潔さは極めて重要です。極微細な塵粒でさえ機能に影響を与えたり、ダイアルの美観を損なう可能性があります。そのため、ムーブメントの部品は製造過程において様々な洗浄のプロセスを通ることにななります。洗浄は、特に測定と検査の前で実施することが重要です。さもなければ、結果に深刻な歪みが発生する可能性があります。この映像では、ルビーとピンが取り付けられ、ペルラージュが施された後のプレートが何度も洗浄され、濯がれているところをご覧いただけます。このとき、オイルとグリースの残留物も取り除かれます。次のステップは電気めっきで、それから装飾が施された真鍮の表面が密閉されます。これらの工程は、すべてを長きにわたって美しく保つための唯一の方法なのです。

7.7. テンプ受けの事前組み立て
テンプ受けは、ヒゲ持ち受け、緩急調節装置、耐振軸受一式という3つのコンポーネントで構成される調速機構と共に、事前に組み立てられます。ヒゲ持ち受けはヒゲ持ちを支え、これは後にヒゲゼンマイの末端に接着されます。緩急針を備えた緩急調節装置で歩度の調節を迅速に行えます。耐振軸受一式は、振動が激しい状況でも繊細なホゾを確実に保護します。このように個々の部品やコンポーネントが組み合わさることで、テンプが正確な周波数で均一に振動するのに理想的なコンディションが整い、同時に最適な耐振保護も確保されるのです。

7.6. タンジェント アップデートの目視検査
目視検査は、腕時計の組み立ての前、最中、後に実施されます。腕時計には誰もが正確さと完璧な美しさを求めます。タンジェント ネオマティック アップデートの最高の輝きを確保し、技術面と外観の両方を完璧にするためには多くの手順が必要となり、最後の手順まで一切気を抜くことはできません。そして、腕時計の最後の検査を行う際には高い注意力と忍耐力が欠かせません。品質管理には、部品の完璧な相互作用、表面の純度、構成、色を見極められる熟練の目が必要なのです。大きな責任を伴う作業ですが、同時に極めて楽しいものでもあります。特にノモスの腕時計においては。
7.5 ヒゲゼンマイとテンワの分類
機械式時計が正確な時間を刻むためには、テンワとヒゲゼンマイで構成されるテンプが正確な周波数で振動する必要があります。ここではバネの弾性とテンワの慣性モーメントが決定的な要素となります。両方の値が合うことで周波数が決定されるのです。では、どのヒゲゼンマイがどのテンワに適しているのでしょうか?ノモス グラスヒュッテでは正確な測定が行われ、この測定値に基づき、最適なヒゲゼンマイとテンワの組み合わせが決まります。ノモス グラスヒュッテでの他のペアは、より自然に結ばれてきました。例えば、ノモスの研究部門の責任者とその夫人の組み合わせです。世界には測定できないものもたくさんあるのです。
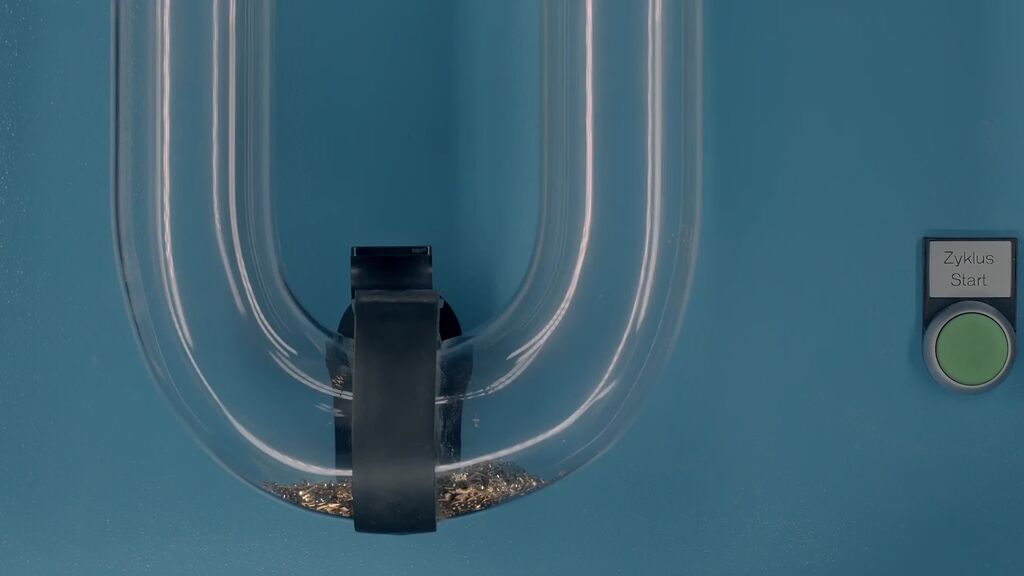
7.4. 旋削部品の分離
日の裏車が風洞の中に!当社の日の裏車は、まず歯のない半加工材として、自動旋盤で製造されます。粗材から切り出された後は、冷却剤としても機能する切削オイルを除去するために洗浄され、容器に回収されます。ふるい機にかけて洗浄しても、半加工材のバッチには非常に細かい破片が頑固に残ってしまうことがあります。それを今度は、一種の風洞の中で取り除くのです。振動と風力で細かい破片のみを吹き飛ばし、サイズと質量の大きい半加工材はそのまま残ります。不要なものはすべて吹き飛ばされてしまうのです。
7.3. 垂直方向の遊びを測定する
ホイールが摩擦なく滑らかに動作するには、横方向の遊びに加えて垂直方向の遊びも必要不可欠です。つまり、ホイールが軸石に押し付けられたり、プレートの間で擦れたりしてはならず、上部のプレートに触れる前に、わずかに上に持ち上がる余裕がなければなりません。これが垂直方向の遊びです。資格を持つノモスの腕時計職人は、拡大鏡を使ってこの遊びを専門的に判断します。ノモスのムーブメントは特に薄型なので、垂直方向の遊びも厳密に管理されます。その位置によっては、許容範囲がわずか15ミクロンから30ミクロンという場合もあります。これは目視だけで判断するには非常に難しく、意見が食い違うことも多いのです。そこで、さまざまな意見に基づいて決定する前に、垂直方向の遊びを自動的に検査するシステムを使い、数多くのムーブメントを高速で測定します。機能性については検証可能なデータに頼るのが当社のやり方です。

7.2. クラブ・スポーツのメタルストラップを検査する
このメタルストラップは、スポーティでありながら美しく、耐久性にも優れています。機能性は何よりも重要で、目視検査を含むさまざまな試験が行われます。磨き上げた面とマットな研磨面は流れるように調和し、躍動感を生み出しています。周縁部と表面の目視検査と共に、メタルストラップがケースに正しく収まっていることをチェックするため、寸法の確認も欠かせません。何といっても、メタルストラップはノモスの腕時計を支えるものですから。
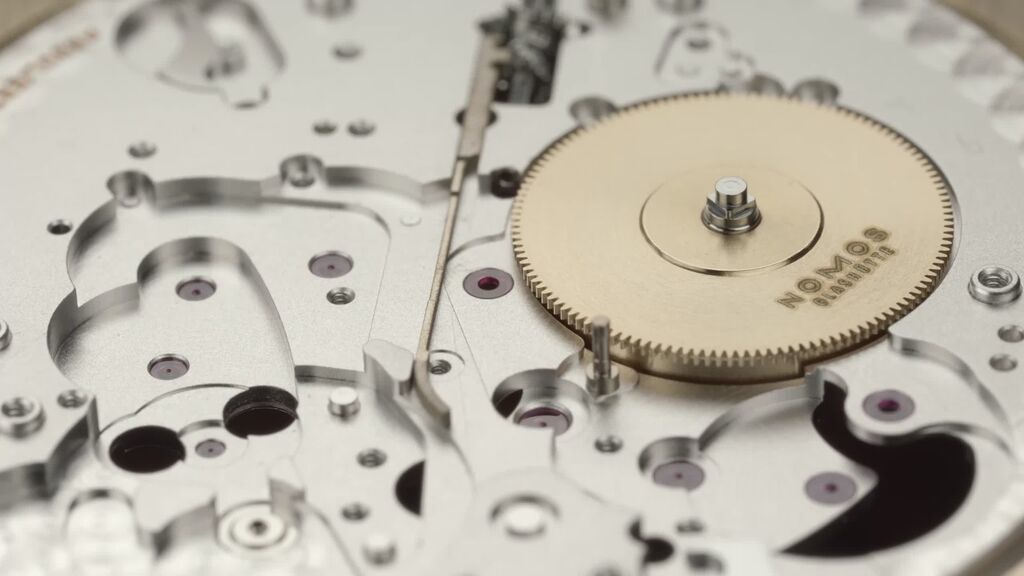
7.1. 輪列の組み立て
「輪列」とは、複数の歯車が互いに噛み合って構成される仕組み全体を指す総称です。DUW 3001キャリバーは、香箱からセンター車、三番車、二番車を経て、ガンギ車へと動力を伝える輪列の一例です。もう一つの例が自動巻きの輪列で、こちらはローターの動きを利用して香箱のゼンマイを巻き上げます。歯車の回転数は、香箱からガンギ車に向かって段階的に増加していきます。香箱が1回転する間に、ガンギ車はすでに約4,000回転しているのです。一方、自動巻き輪列は正反対の働きをし、ローターの複雑な動きが次第に遅い回転へと変換されていきます。これらすべては、グラスヒュッテ式3/4プレートの下、一層構造の中で行われています。薄くエレガントなデザインは、ノモスの時計に特有の特徴です。
細部までの正確性
品質というものは、偶然の産物ではありません。すべてがあるべき形で、設計どおりに機能するよう、綿密な測定や調整、修正、確認、試験を重ねることで実現されるものです。それは何よりも、最高水準を追求し続ける努力の結晶なのです。私達の機械式時計がこの基準を満たすために、全ての作業工程で精度が優先されます。完璧に滑らかな地板の表面から、キャリバー部品の入念な組み立てと調整、そして最適なストラップの選択に至るまで、専門知識と確かな製造技術、明確なビジョンが融合することで、最高の腕時計が生み出されます。この美しい短編映像では、ノモス グラスヒュッテの高精度のタイムピースが生み出されるまでの過程をご紹介します。

6.12. ムーブメントのケーシング
ダイアルと針を取り付けたムーブメントは、いよいよその最終目的地、ケースに収められる段階に入ります。ムーブメントをケースに収めるということは、ノモスの腕時計が製造・組み立てという長い旅を終え、ついに完成へとたどり着くことを意味します。何時間にもおよぶ手作業で組み立てられ、調整された精密な機構が、ついにケースに収められ、クラフトマンシップを物語る小さな傑作として、デザインが完成するのです。ケース、ダイアル、そして針は、それぞれのノモスのモデルの個性に合うように組み合わせられます。サファイヤクリスタルケースバックからは、内部で時を刻む美しい小宇宙を覗き見ることができます。とはいえ、これで終わりではありません。最終工程には、まだいくつもの段階が待ち受けています。数日間にわたって行われる最終検査では、精度や外観、歩度、防水性など、腕時計のさまざまな要素が厳しくチェックされます。それはまるで卒業試験にも似ており、腕時計が合格を勝ち取る瞬間は、いつでも感慨深いものです。

6.11. 修正車の事前組み立て
ネオマティック・キャリバーDUW 6101には、すばやく日付を調整できる修正車が搭載されています。これにより、両方向(順方向・逆方向)に日付を調整できるうえ、真夜中のわずか90分間の操作禁止時間中に日付を手動で調整しようとした場合でも、ムーブメントが損傷しないようになっています。この時間帯には、ムーブメントが自動的に日付を次の日に切り替えるため、手動での修正は一時的にできなくなるのです。それでも操作しようとした場合は、修正車がうまく受け流す仕組みとなっており、実に巧妙なものです。修正車にはスリップクラッチが組み込まれており、一定の力が加わると、リュウズから動力を受け取っているギアが空回りし、修正車はその場にとどまります。修正車とギアは摩擦スプリングによって圧入されています。スリップクラッチの動作が早すぎても遅すぎてもいけないので、すべての部品が息の合ったチームのように、完璧に連携している必要があります。だからこそ、ノモスではすべての修正車が正しいトルクで作動するかどうかを個別に確認しています。用心するに越したことはありません。

6.10.ミニッツマーカーの目視検査
腕時計のダイアルは「顔」のような存在で、それぞれに個性があります。もっとも目を引き、視線を集めるパーツであり、そして時を知らせる役割も果たします。針と常に調和しながら、その務めを果たしているのです。だからこそ、ノモスではすべてのダイアルに欠陥がないよう、細部にわたって厳しくチェックしています。ミニッツトラックの繊細なラインが正しく引かれているか、ベースカラーが針と調和しているか、正確な時刻を読み取るたびに、見る人の心に喜びをもたらせるかどうか。実用性が美しく結晶した作品なのです。

6.9. トルクの保持検査
この1つの歯車とカナで構成されるガンギ車は、そのカナがノモス グラスヒュッテの工房で圧入されています。カナは、4番車からの動力(主ゼンマイから受け取る動力)を受け取り、ガンギ車はその動力をアンクルに伝達します。もちろん、こうした動力の伝達が正しく行われるのは、ガンギ車にカナが確実に接続されている場合に限られます。ノモスでは、この接続の強度を確認するため、ガンギ車とカナにねじれの力を加えるテストを行っています。このときに加える力はあらかじめ決められており、これが保持トルクと呼ばれるものです。実際にねじれが生じれば、テスト装置により直ちに検出されます。ノモスの歯車はすべて、このように検査されます。安定した組み立てによって、高精度が実現されるのです。

6.8. ストラップの測定
ノモスの腕時計のストラップは、何よりもまず着け心地の良さが特徴です。重視するのは、肌に触れたときの感触となります。スムースレザーかスエードなのか。ホーウィンレザー社純正シェルコードバンか、アルカンターラ社製ヴィーガンベロアなのか。テキスタイルかメタルなのか。全てを入念に検討します。ノモスでは、さまざまな素材やカラー、仕上げのストラップを取り揃えていますが、そのすべてのストラップは厳格な検査を経なければならず、例外はありません。見た目の基準を満たしているかどうかに加え、ラグの幅が適切がどうかも確認されます。ストラップはラグに対して、きつすぎても、緩すぎてもいけません。その確認のために行われるのが、ゲージテストです。まず、1回目のゲージテストでは、ストラップの先端がゲージに通されます。もしこれに入る場合は、幅が広すぎないということになります。2回目のゲージテストでは、ゲージに入ると失格になります。通ってしまうと、ストラップの幅が狭すぎるということになります。シンプルですぐに確認できる、信頼性の高いテストにより、時間をかけずに品質を担保できるのです。
6.7. 振り石の固定
楕円形の部品である、テンワの振り石は、アンクルからの推進力を受け取り、テンワが前後に振れ続けるようにします。しかし今日では、楕円形というよりも半円柱に近い形をしており、半径・長さともに1ミリメートルの半分を大幅に下回るという大変小さな部品ですが、その役割は非常に重要です。プレートに振り石を圧入する作業は製造工程のなかでも繊細で、わずかな風でもこの小さなルビー製部品が吹き飛ばされてしまうほどです。そのため、部品の配置には負圧を利用し、すべてを所定の位置に固定します。振り石は1秒間に6回、つまり1日に518,400回、1年でおよそ1億9,000万回もの推進力を伝えるわけですから、この小さな部品が果たす役割は驚きに値します。

6.6. 防水性テスト
ケースの裏蓋にクジラの刻印が施されているノモスの腕時計は、泳ぐときに着用可能です。ノモスでは、腕時計の防水性をさまざまな方法でテストしています。例えば個別テストでは、時計に特定の空気圧をかけ、ケースがわずかに変形するかどうかを確認します。何も変化が検出されなかった場合は、腕時計の内部で圧力が均等化されたことを意味するため、防水性がないということになります。複数の時計を同時にテストする場合は、容量法が使用されます。それぞれの時計は、一定の空気量しか保持できない専用のチャンバーに入れられます。この容積は、時計のモデルごとにあらかじめ正確に定められています。もし定められた空気容量を超えて空気が流れ込む場合は、腕時計内部に空気が流れ込んでいる証拠であり、問題です。しかし、ノモスの品質は運任せではないため、こうしたケースは非常に稀です。防水性に問題がある場合は、こちらの映像でご覧いただけるとおり、その腕時計はダイビングステーションに送られます。そうすると、水中で漏れが生じている箇所が明らかになります。

6.5. 均一性試験
ノモスのムーブメントは、その精度に加え、他に類を見ない薄さが特徴です。当然、これは偶然の産物ではありません。革新的な設計と特別な材料特性に加え、部品自体の薄さや均一性も非常に重要です。ノモスのムーブメント内部では、各部品に割り当てられるスペースが非常に限られているため、隣り合う部品との間隔もそれほど広くありません。結果として歯車が回転するときには、上下に大きく動く余地は限られており、それ故時計師達は、歯車は特に均一に回転しなければならないと言います。だからこそ、ノモスでは、すべての部品を組み立てた後、カメラシステムを使った目視検査で、極めて高い精度で均一さを確認しています。こうすることで、限られたスペースでも精度を実現しているのです。

6.4. アンクル軸の圧入
アンクル軸は非常に短く、さらに短いピンがついています。アンクルはノモススウィングシステムにおいて中心的な役割を果たすため、その寸法と表面仕上げには完璧さが求められます。アンクルは、アンクルホイールの回転運動を前後の往復運動に変換し、そのたびに天輪に推進力が加わります。この推進力はごく小さなものではありますが、慣性を考慮すると、加速度を伴って力が伝達されます。摩擦もまた重要な役割を果たします。そのため、すべてが完璧でなければならないのです。アンクル軸を適切な高さに圧入することで、アンクルがアンクルホイールと天輪の間で理想的な位置に配置されます。転造加工されたホゾによって軸受けにおける摩擦が低減され、また、許容誤差を最低限に抑えることで、アンクルの直立性が保たれます。つまり、非常に小さな部品であるアンクル軸も、機械式腕時計の精度を支える上で極めて重要な役割を果たしているのです。

6.3. 品質保証: 触覚測定
触覚測定法は、測定用の端子での身体の接触で記録されます。言い換えれば、実に親密な測定法というわけです。現代の光学測定は、非常に迅速で正確です。それでも、時計のムーブメント製造においては、必ずしも十分ではありません。光や表面の質感、反射などの多岐にわたる影響により、一部の状況においては測定の精度が低下してしまうからです。こういう場合に触覚測定法が力を発揮します。内径であれ外径であれ、高さであれ輪郭全体であれ、手動であれ全自動であれ、方法さえわかればほぼどのようなことでも可能です。ノモス グラスヒュッテにいるような有資格の技術者だけが、様々な測定方法を正しく使用する方法を知っているのです。

6.2. ヒゲゼンマイの端を調節
ヒゲゼンマイの端である婉曲した部分は、エンドカーブと呼ばれます。かつては、内側にエンドカーブがあったこともありました。以前は、エンドカーブはスタッドホルダー、つまりテンプ受けに取り付けるように使用されていました。加えて、エンドカーブは時計のペースを素早く調整するのによく使用されます。なぜなら、テンプの振動である振動数に、ヒゲゼンマイの有効な長さを変更することで影響を与えられるからです。これが高い信頼性で、一定したテンポで起こることを確保するために、エンドカーブは中心から完璧な半径を保つ必要があります。これには鋭い目と安定した手さばき、それに豊富な経験が必要です。

6.1. サンドブラスト
ムーブメントプレート、3/4プレート、テンプ受けなどのノモスのフレーミングムーブメント部品のほぼ全ては、列を作ることなくこのカルーセルに乗ることが可能です。その際、サンドブラスト仕上げが施されますが、これには砂ではなく、微細のブロンズ粉が使われるため、非常に優しく作業されます。これで加工プロセスから生み出される様々な表面構造を平らにします。見た目が良くなるだけでなく、光学的測定に役に立つものであり、研磨の為に平らな表面を作り出し、端の部分も滑らかにするのです。そして、眺めるだけでも魅力的です!