
Made in Glashütte:耳で聞く品質
ノモスの製造所からお届けする一連の映像は、音の世界でもノモスの腕時計職人と同じ空間に足を踏み入れ、すべての製造段階を目の当たりにしていきます。メタル同士がぶつかる音、燃えるような高温、機械の回転音、飛び散る水、糊の効いた作業着の擦れる音、うなり、穿孔の音、パルス音、きしり、ジージーいう音、研磨の音。これらすべての響きが一体となって、耳慣れた機械式腕時計のチクタクという音になります。すべての工程で正しい響きが得られた瞬間、完璧なハーモニーから時を刻む音が生まれるのです。腕時計に耳を押し付け、普段は聞こえない音をじっくり聴いてみましょう。2023年4月2日から始まる第3シーズンにご期待ください。いつものチャンネルでノモスをフォローして、上の第2シーズンの懸賞もご覧ください。

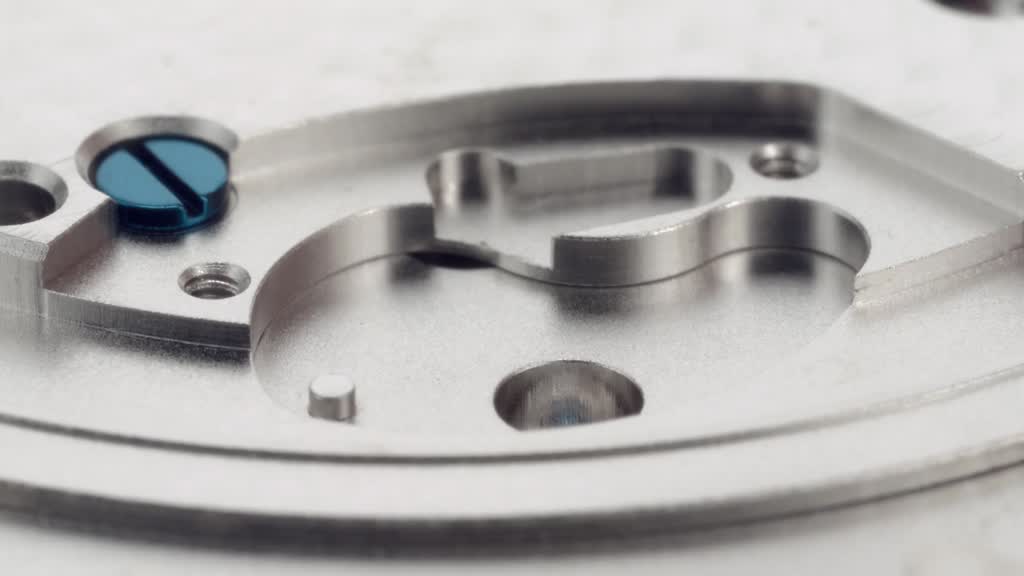
2.12. 軸石を軸受けに詰める
ノモスのムーブメント内では、人工ルビー製で低摩擦の軸石がベアリングの役目を果たす。しかし、歯車が止まらないよう十分なゆとりを持たせるには、この小さなルビーをわずか数ミクロンの精度でプレートに押し付けなければならない。手作業は、経験を積んだ非常に確かな震えのない手だけに可能で、膨大な忍耐と優れた触覚を必要とする。ルビーが1ミリを上回ることはめったになく、わずかなすき間風でどこかに行ってしまうからだ。そこでノモス グラスヒュッテでは、この小さな石を機械でプレートに装着している。準備として、小さなロボットがルビーをマガジンにソートして正しいサイズと位置を確認し、逆方向に押し付けられる石がないようにしている。

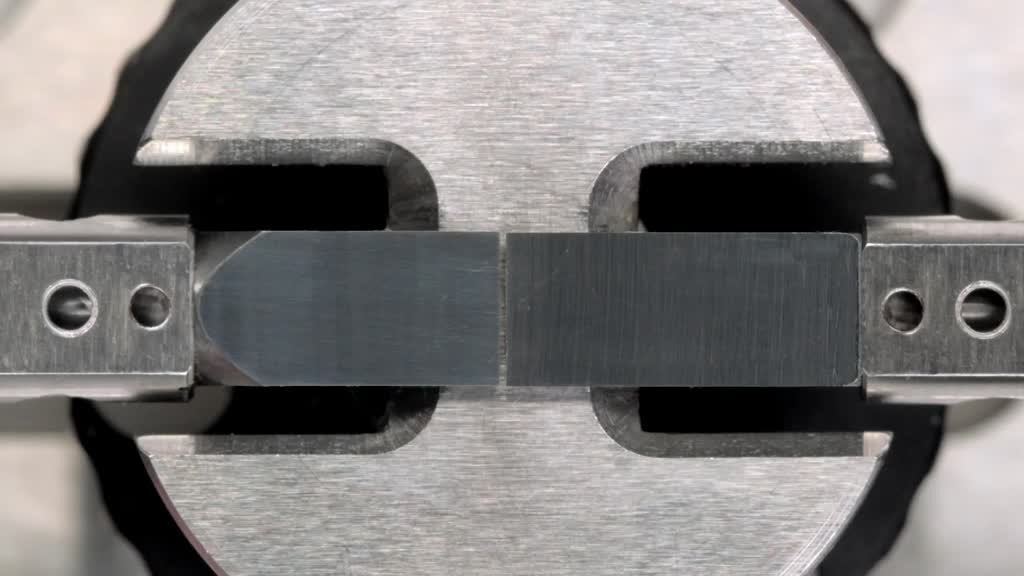
2.11. バニシングによるホゾ磨き
バニシング:一つの技術で複数のメリット、精度と耐久性の両方を実現します!バニシングは、大きな圧力のかかる天真(芯)やホゾを磨き上げる加圧研磨の方法です。この技術で、ホゾ径の許容誤差の範囲を3ミクロンまで低減することが可能です。これは、特に天真(芯)や、ルビーの受石にセットされる他のホゾの要件として大変重要です。こうして均質な、しかも加圧の結果、非常な高密度で最高質の表面が作られます。こうして摩擦を最低限に抑えるとともに、高い耐食性を実現します。一生を通じて信頼できる品質です。

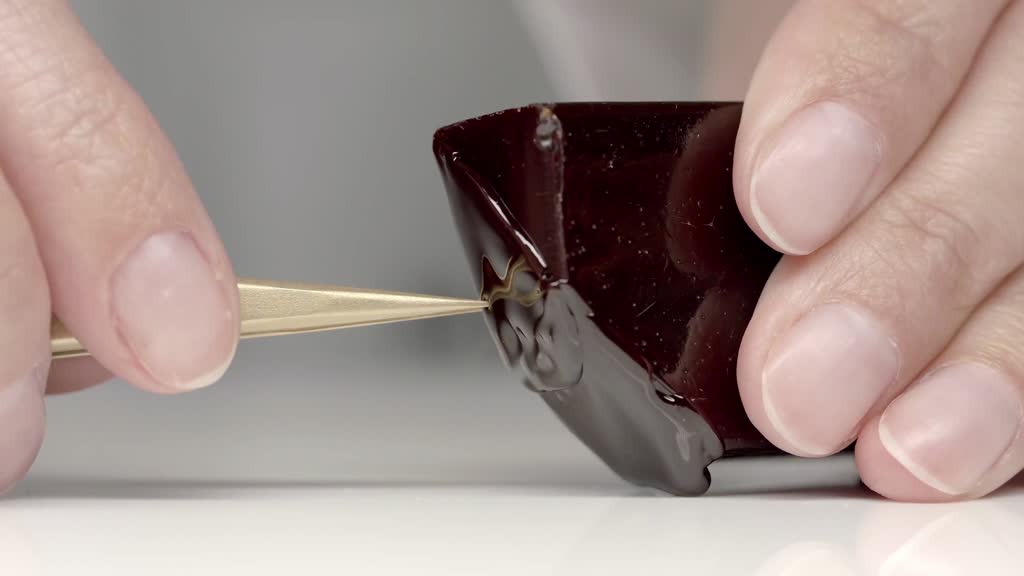
2.10. 香箱真を差し込む
香箱真には、ムーブメント内で最大の負荷がかかる。香箱とともに、すべてのエネルギーを貯留するヒゲゼンマイをコントロールするのだ。腕時計を巻き上げると、ヒゲゼンマイは香箱真の周囲に巻き付けられる。腕時計のゼンマイが緩むに従い、このエネルギーをまったく均等に解放しなければならない。これは、極めて繊細に磨き上げ、厳密に正確なオイルの量が必要だ。ノモス グラスヒュッテでは、メーター機能のある小型のオイルディスペンサーを使用する。正確性には、エネルギーの均等な解放が極めて重要なのだ。
2.9. ワールドタイムの組み立て - 都市名リング
タイムゾーンの間を移動する旅でも、常に正しい時刻を手首で確認。その仕組みをご紹介します。レストレバーが都市名ディスク上でご希望の場所をロックしますが、その動作は時針と連携する回転に限られ、両方が同時に進みます。数千マイルも離れた場所が時針ではわずか1時間、ということもよくあります。都市名ディスクは、適切なカバーを使用して安全に取り付け、文字盤からの十分な距離と安定した回転を確保します。こうしていつでも本拠地の正しい時刻を知ることができるのです。時刻ディスクの24時間表示で、ご家族や 大切な方が今眠っているのか、昼ご飯を食べているのかもわかります。真夜中に起きている方がいるとすれば、また別の話ですが...
2.8. 外径を測定する
外径の接触測定です。この例では時針車の筒の外径を測定します。この外径の許容誤差はわずか数ミクロンです。そうでなければ、時針が取り付けられません。筒が小さすぎれば針が外れやすくなり、逆に大き過ぎれば、ノモスの強靭な青焼き針に締めつけられ、動かなくなる可能性もあります。このような許容誤差の計算では、数学や物理学が品質を決定するのです。一方、作業の実施とそれに関与する技巧は、芸術の域に達することもよくあります。

2.7. ブランク材から放電加工で部品を切り出す
放電加工の稲妻で、極めて小さな部品を完璧に切り出します。機械の内部で紛失しないよう、まだ保持バリとつながっているため、後で切り離す必要があります。一つひとつの部品を個々に切断することももちろん可能ですが、長時間かかります。そこで、最もシンプルで効率的な方法を常に探し求めるノモスは、パンチ加工ですべてのバリを同時に切断します。こうして日付レバーを回収する準備が完了します。

2.6. テンワを磨き上げる
我が家のキッチンのように、すべてのものにレシピがある。それぞれの食材をきっちりと正しい分量で加える必要があるのは、そうしないとスープが塩辛くなりすぎたりするから。ノモスの例では、磨き上げのプロセスが不安定になってしまうのだ。粒子、研磨剤、必要な液体成分の正しい比率によって、磨き上げられた均一な表面が保証される。ただし、大切に取り扱うことが条件だ。テンワに見事な輝きのゴールドメッキを施すのが次のステップだ。後ほどぴったりのヒゲゼンマイを見つけるため、最高の状態に仕上げる。ちょうど鍋にぴったり合う蓋が見つかるように。ノモスの中間製品は、技術的な完璧性ばかりでなく、見た目にも美しい逸品だ。

2.4. バランスブリッジに緩急針を配置する
緩急針は、腕時計の歩度を手早く設定して調整するために使われる。ノモス緩急装置の第一の部品で、バランスブリッジに装着される。バランスブリッジを美しい青焼きのヒゲゼンマイとともに装着するのは次のステップだ。すべてが手作業で、最も確かな震えのない手が必要だ。

2.4. ドリル穴検査
特に許容誤差の小さな穴の検査には、ゲージ測定の優位性が明らかです。光学測定法の場合、縁端部の検出、照明条件、偶発光または伝送光による反射、その他多くの要因による影響を受けるからです。プラグゲージなら、はまる、はまらないのどちらかしかなく、単純明快です。しかもその差はわずか4ミクロンということもよくあります。ドリル穴は、ピン、ルビー、衝撃保護材に十分なグリップを与え、バリを一切出さない完璧なものでなければなりません。そのため、それぞれの場合に最善の検査方法が必要なのです。
2.3. シェラックの糸を引く
技術が高度に発達した今日でも、シラミの排泄物でしか満たせない要件がある。信じがたいが本当のことだ。ラック貝殻虫のメスは大木の樹液をエサにする。それを樹脂状の物質として排泄し、自分の卵を保護するために利用する。シラミの幼虫が孵化した後に残った樹脂は、シェラック製造の基礎となる。アンクルを固定するために必要なシェラックはわずか約0.029mm³、言い換えると、ここで切り取る少量のシェラック糸の直径は約0.21ミリ、長さは約0.83ミリだ。シラミの大きさは約1~2mmだから、比較するとかなり大きいことになる。

2.2. ワールドタイムの組み立て – インデックス車(インデックスホイール)
インデックス車の修正星車と時刻星車。この2つのコンポーネントで、世界の時間を巡る旅を可能にすると同時に、現地時間を腕時計に表示するには時刻星車が必要です。これら2つのコンポーネントをケース上のボタンで操作し、1時間ずつ正しく時針車を修正します。インデックス車と修正星車で、都市名リングを動かす必要もあります。これが24の刻みを一歩ずつ移動する一方、時針車は12の刻みを一歩ずつ移動します。ノモスの機械工学者はすべてを考慮に入れていますね!

2.1. スチール部品の焼入れ工程
いよいよ、作業にも熱が入ってきました!
800°C (1472°F) の高熱ともなれば、素晴らしい映像の撮影どころかカメラが融けてしまうため、伝統的な方法でこの工程をご紹介しましょう。ノモスの丸穴車を一例として、多くのスチール部品に共通する典型的な焼入れ工程をご覧ください。スチール部品の焼入れ、そして低温の水または油による焼戻しでスチールのミクロ構造が変化し、材質の堅牢性が劇的に向上します。これはよく「ガラス硬度」と呼ばれます。これで材質が非常にもろくなり、特に小さな部品は簡単に壊れてしまいます。そこで、焼入れの次に必ず焼戻しを行います。温度により必要に応じて、耐摩耗性や特殊なばね特性を実現するのです。腕時計作りの世界では「コーンフラワーブルー」が焼戻しの典型的な色としてよく知られていますが、これは焼戻し温度300°C (572°F) に対応する色です。ノモスの青焼きネジは、この処理を厳密に行なったものです。