
7.12. 壓入護叉釘
顧名思義,護叉釘的作用是確保擒縱叉與擺輪始終咬合正確。擒縱叉交替向擺輪左右輸送動力,推動擺輪片上的衝擊寶石沿對應方向脫離叉槽。擺輪隨之完成半次振盪,衝擊寶石循原軌跡回位,此時擒縱叉必須保持原位,才能再次接住回程脈衝。護叉釘恰在此刻發揮關鍵作用:它防止擒縱叉意外翻邊,一旦失誤,機芯將瞬間停擺。如此微小的零件,卻承擔著確保腕錶精準運轉的重責大任。

7.11. 自動加油
為確保運作順暢,機械機芯需在合適位置添加種類合適劑量適當的潤滑油。將指定類型的潤滑油塗抹至特定部位並非難事,真正的難點在於劑量的精準判斷與手動塗抹時的穩定性。究竟多少才算適當?多少又會過量?今天的判斷標準與明天是否一致?同事對劑量的把控又是否相同?自動定量加油為此提供了完美的解決方案。系統會將壓力、加油時間與保壓時間相互匹配,確保潤滑油有足夠時間均勻滲透。穩定的流程,一貫的品質,唯有如此,才能始終順暢。

7.10. 擺輪蓋板的卸下與拆解
製錶流程中應盡量減少拆卸擺輪蓋板的次數。因為每次拆卸擺輪與擺輪蓋板時,都會存在一定風險,稍有不慎,劇烈晃動就可能導致擺輪游絲產生輕微變形,而要將其恢復如初,則需要經驗豐富、手法極其穩健的製錶師。為求後期少做調校,我們會在裝配前就將各組件盡可能準備到位——包括以微米級的精度壓入紅寶石軸承與避震系統,這代表它們大多數情況下都能一次裝配到位,彼此精準契合。擺輪和擺輪游絲的微調越少,機芯達到穩定走時精度的速度就越快。對這工序而言,少即是多。

7.9. 硬度測試
材料的硬度在製錶工藝中扮演著最重要的角色,不僅直接影響零件的功能表現、耐磨性及使用壽命,還涉及各組件之間的摩擦系數、抗腐蝕性、彈性等多項物理性能。由於硬度無法透過肉眼判斷,必須藉助專業設備測量,因此硬度測試是品質管控的重要環節。

7.8. 清潔機芯夾板
在腕錶及機械機芯的製造過程中,潔淨度至關重要。哪怕是微小的塵粒,也可能影響機芯的運行精確度,或破壞錶盤的視覺美感。因此,機芯零件在整個生產流程中要經歷多道清潔程序,尤其在進入測量和測試環節之前,清潔工作格外關鍵,否則檢測結果可能會受到嚴重干擾。本段展示的是機芯夾板的清洗流程,當夾板完成紅寶石和銷釘裝配,並施以魚鱗紋裝飾後,會經過多次反覆的沖洗與浸洗,以便徹底去除灰塵、油污等殘留物。隨後的電鍍程序則為飾紋後的黃銅表面加上封層,唯有如此,才能確保機芯外觀歷久彌新。

7.7. 預組擺輪橋板
在正式裝配前,擺輪橋板須先與調速系統進行預組裝,該系統由螺柱支座、調速器及避震系統構成。其中,螺柱支座用於固定游絲螺柱,該游絲螺柱稍後將被黏貼至擺輪游絲的尾端;調速器配有調速鍵,便於後續快速調節走時速率;避震系統則在遭遇震動或衝擊時,為纖細的擺輪樞軸提供有效保護。正是這些獨立零件的協同配合,為擺輪的穩定震蕩與精確運作提供了堅實保障。

7.6. Tangente Update 簡雅升級腕錶視覺檢查
視覺檢查貫穿整個腕錶組裝流程,從組裝前到組裝完成後的每一步皆須嚴格把關。所有佩戴者都希望自己的腕錶既精準可靠,又賞心悅目。為了讓 Tangente neomatik Update 簡雅系列創新自動機芯升級腕錶在工藝與美學上都臻於完美,我們設有多道工序,環環相扣,精益求精。在最終檢驗階段,負責品管的工匠需以極大的耐心和專注力,仔細審視零件之間的契合程度,表面、結構與色彩的純凈度。這項作業責任重大,但也饒有樂趣,尤其當檢驗物件是 NOMOS 腕錶時,既要審慎,亦要審美。
7.5. 配對擺輪游絲與擺輪
要保證機械腕錶走時精準,由擺輪與擺輪游絲構成的擺輪系統必須以精確的頻率振蕩。其中的決定性因素便是游絲的彈性與擺輪的轉動慣量,振動頻率由二者共同設定。可是問題在於,哪一根游絲該配哪一支擺輪。在 NOMOS Glashütte,我們會先進行精確測量,然後依據測得數據為每一對游絲與擺輪進行科學配對。不過,並非所有理想組合都來自公式與測量,比如我們的研發主管和他太太,他們的結合就完全出於自然契合。畢竟,人生中總有一些美好的事物,是無法量化的。
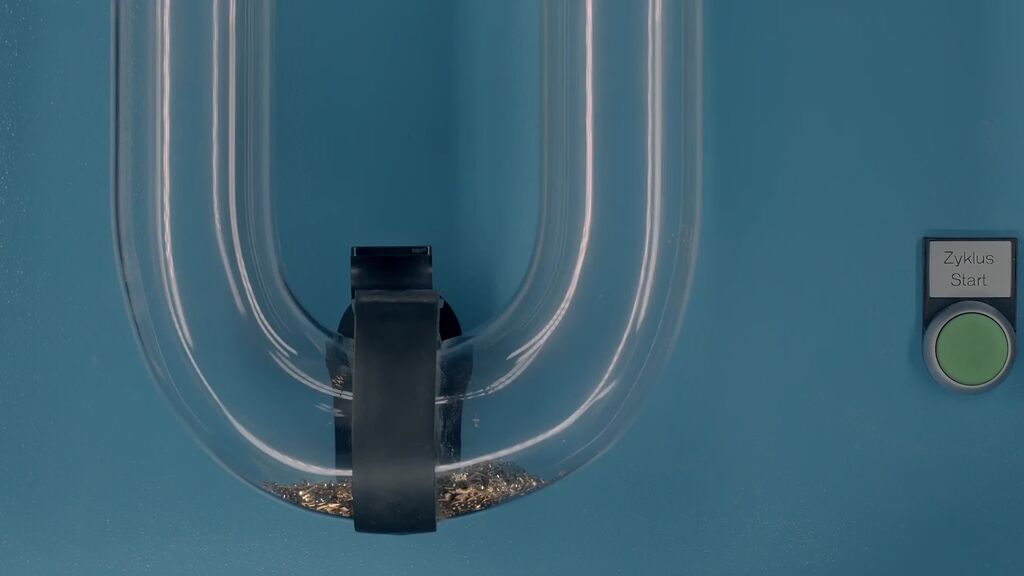
7.4. 分離車削零件
分鐘輪也要過風洞!在初期加工階段,我們會用自動車床將分鐘輪車削成無齒毛坯。切削下料後,零件須經過徹底清洗,去除作為冷卻劑兼潤滑劑的切削油,油液隨後被收集至專用容器中。儘管經過篩分和後續清潔,毛坯中仍有可能混入少量微小的碎屑。為此,我們採用風洞式分離裝置將這些殘留異物徹底去除。在振動裝置和特定風力的共同作用下,體積小、品質輕的切屑會被吹走,更大更重的毛坯則留在原位。所有無關的雜質,皆被清風一掃而空。
7.3. 測量垂直間隙
除了水平間隙外,齒輪的垂直間隙同樣關鍵,它關係到機芯能否順暢運轉、避免摩擦。這代表齒輪不能被軸承寶石或夾板卡住,在接觸上夾板之前應始終具有輕微的浮動空間,這種微小的移動空間即為「垂直間隙」。我們的專業製錶師能夠藉助放大鏡對該間隙進行精準判斷。由於 NOMOS 機芯設計極為纖薄,因此其垂直間隙的控制也極其嚴苛,在某些位置,僅有 15 至 30 微米的容差,僅憑肉眼判斷極具挑戰性。正因如此,不同的製錶師可能會得出不同結論。然而,在人工判斷得出定論前,我們的自動垂直間隙檢測系統就已完成了大批機芯的精準測量,且效率極高。對於功能性的判斷,我們始終更信賴可驗證的數據。

7.2. 檢查 Club Sport 運動俱樂部系列運動型鋼帶
這款精鋼錶帶將運動感、耐用性與美感巧妙結合。錶帶的功能性是其首要前提,因此需要經過多項檢測,其中當然也包括視覺檢查。 拋光與拉絲表面之間的過渡自然流暢,呈現出富有動感的視覺效果。在視覺檢查過程中,不僅要對邊緣與錶面進行細緻檢查,還必須確認錶帶與錶殼之間的貼合是否嚴密。所有這些檢驗與測量,都是為了確保精鋼錶帶最終能夠穩固、可靠地承托起一支 NOMOS 腕錶。
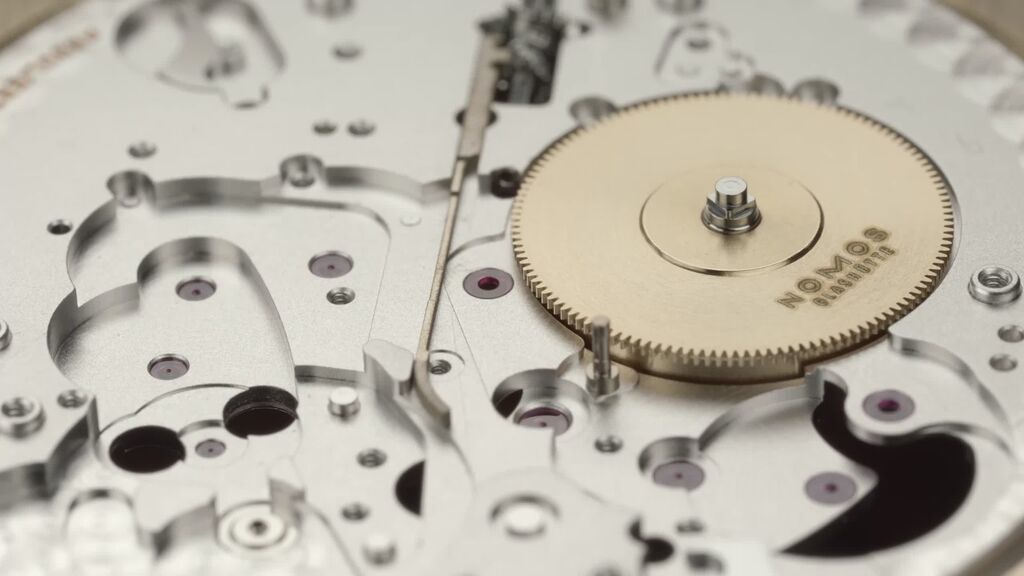
7.1. 組裝齒輪系統
齒輪系統是統稱,指代由多個相互咬合的齒輪組成的機構——DUW 3001 機芯就是一個例子。機芯將主發條的動力從發條盒依次通過中心輪、第三輪和第二輪傳遞至擒縱輪。自動上鏈齒輪系統是另一個例子,利用擺陀的運動來上緊主發條。從發條匣到擒縱輪,各齒輪的轉速逐級提升。在發條匣完成一整圈轉動的同時,擒縱輪已經大約轉動了 4,000 次。相比之下,自動上鏈齒輪系統的工作原理則完全相反,這種系統將頻繁的擺陀動作轉化為逐漸減慢的齒輪轉動。這一整套系統都被巧妙地安置在格拉蘇蒂四分之三夾板之下,且全部位於同一層面,構成了 NOMOS 腕錶纖薄優雅的獨有設計。
細節之間,精準盡現
品質,從來不是偶然。品質,是每一道工序的盡善盡美,是無數次精密測量、細緻調整、反覆修復、嚴格檢查與測試的結晶。品質,源於對最高標準的堅守。為確保我們的機械腕錶均滿足最高標準的要求,每一步都要做到毫釐不差。從底板完美的光滑打磨,到機芯部件的仔細組裝和調整,再到錶帶的精心甄選,我們都秉持清晰的理念和願景,依靠深厚的專業知識和正確的生產方式,達成最完美的成果。請觀看這組藝術短片,一窺 NOMOS Glashütte 高精準腕錶背後複雜的工藝與匠心。

6.12. 機芯入殼,見證非凡時刻
機芯,攜帶著錶盤與指針,正邁向其最終歸宿——錶殼,這是完成華麗蛻變前的最後一步。NOMOS 腕錶歷經漫長而精細的製造與裝配之旅,此刻,終於要迎接機芯入殼的精彩時刻。那些經過匠人們數小時精心組裝與調試的精密機械部件,如今穩穩地安放在錶殼之中,為這件小型工藝傑作的設計畫上了完美的句號。錶殼、錶盤與指針,三者相得益彰,共同勾勒出 NOMOS 各款腕錶的獨特魅力。而藍寶石水晶透明底蓋,則像是一扇通往微觀世界的窗口,讓人得以一窺機芯內部的精妙構造。然而,這最後的「入殼」儀式,其實還蘊含著諸多精細環節。接下來,腕錶將接受為期數天的全面最終檢查,精準度、外觀、走時速率、防水性能……每一項指標都將被嚴格審視,確保萬無一失。這就像是一場關鍵的期末考試,讓人緊張又期待。而當腕錶以卓越的表現順利通過這場「大考」時,那份成就與喜悅,無疑是對匠人們辛勤付出的最好回饋。

6.11. 校正輪的預組裝
在 neomatik 創新自動機芯 DUW 6101 中,校正輪堪稱快速調整日曆的「祕密武器」。不僅能讓日曆隨心所欲地雙向調整(向前或向後),更能在午夜那短暫卻關鍵的 90 分鐘鎖定期內,防止因手動調整日曆而對機芯造成損害。在這段時間內,機芯正自動切換至新的一天,手動調整自然是行不通的。倘若真有人試圖在此時手動調整,校正輪便會巧妙介入,化解危機。該設計實在是精妙絕倫!校正輪內置了一個滑動離合器,當受到特定力度時便會自動啟動,使得錶冠驅動的齒輪順暢轉動,而校正輪本身卻穩如泰山。校正輪與齒輪透過摩擦彈簧緊密鉚接,配合默契。為了確保滑動離合器能在恰到好處的時間啟動,避免過早或者過晚啟動,各個部件之間必須如同一個訓練有素的團隊般緊密協作,分毫不差。我們對此充滿信心,並願意用實際行動來證明。因此,每一枚校正輪都會經過嚴格的扭矩檢查,確保萬無一失。畢竟,在精密製錶的領域中,有備無患才是不變的真理!

6.10. 分鐘時標的外觀檢測
腕錶的錶盤猶如面孔,獨具個性,自成風格。是腕錶上最引人注目的部分,也是人人駐目欣賞的焦點,更是讀取時間的視窗。錶盤唯有與指針相得益彰,方能成就完整的時間藝術。正因如此,我們會對每一面錶盤進行嚴格檢查,力求做到盡善盡美。我們會仔細確認分針時標上的法分是否精準定位,錶盤底色與指針是否和諧搭配,以及精準的時間資訊能否給人帶來視覺上的享受。這就是實用與美觀完美結合的最佳典範。

6.9. 保持扭矩測試
在 NOMOS Glashütte,擒縱輪由單個擒縱輪和擒縱輪小齒輪構成,二者透過鉚接緊密相連。小齒輪從第四輪獲取動力,而第四輪的動力則源自主發條。隨後,擒縱輪將動力傳遞給擒縱叉。不過,這一切只有在擒縱輪和小齒輪連接穩固的情況下才能實現。在 NOMOS,為了檢驗這種連接是否牢固,工匠會嘗試讓擒縱輪和小齒輪相互扭轉,扭轉力會達到某個預先設定的值,也就是保持扭矩。一旦有實際的扭轉發生,測試設備會立刻檢測到。NOMOS 會對所有齒輪都進行這種檢查。畢竟,只有裝配流程穩定可靠,才能保證手錶走時的精準度,值得您時刻信賴。

6.8. 錶帶適配性檢測
對於 NOMOS 腕錶而言,錶帶最關鍵的特質當屬佩戴舒適感。正因如此,我們格外注重觸覺層面的質感表現。是選擇光滑細膩的皮革,還是質感獨特的絨面革?是霍爾文高級科爾多瓦馬皮,還是環保時尚且無動物成分的 Alcantara 材質?亦或是追求織物的輕盈,還是金屬的硬朗?如今,NOMOS 精心打造了豐富多樣的錶帶系列,涵蓋了多種材質、色彩與精湛拋光工藝。在品質把控上,每一款錶帶都要經過嚴格的檢驗,無一例外。除了外觀要符合標準,錶耳寬度也是重點檢查項目。畢竟,合適的錶帶在錶殼錶耳上既不能過緊,影響佩戴體驗,也不能過鬆,導致佩戴不穩。為了實現這一點,NOMOS 會對錶帶進行專業的品質考量。首先,將錶帶末端插入第一個測量器,若能順利插入,就代表錶帶寬度合適,不會過寬。接著,再用第二個測量器進行檢驗,錶帶必須無法插入其中,藉此確保錶帶不會過窄。整個測量過程簡單、快捷又可靠,瞬間就能為錶帶品質把關!
6.7. 固定橢圓釘
橢圓釘是擺輪上的「槓桿石」,負責接收來自擒縱叉的驅動脈衝,並維持擺輪來回擺動。如今,橢圓釘已不是橢圓形,比較像是半圓柱,半徑和長度遠小於半毫米,身量不大,作用卻非常關鍵。在生產過程中,橢圓釘會被嵌入夾板。 這一步非常精細,哪怕是一縷微風,也會將這些微小的紅寶石吹走。因此,我們會採用負壓工藝,將橢圓釘固定在正確的位置,確保任何元件都不會發生移位。別看橢圓釘只有小小的一顆,但其實它每秒鐘需要傳遞 6 次脈衝,每天 518400 次,每年近 1.9 億次。一枚不起眼的寶石,竟然承載了腕錶心臟的律動,可以說是「微觀奇蹟」!

6.6. 防水性能測試
有些 NOMOS 腕錶的底蓋上鐫刻著一條鯨魚圖案。此類腕錶擁有防水功能,可以在游泳時佩戴。NOMOS 會採用多種方法測試腕錶的防水性能。例如,在單項測試中,我們會對腕錶施加一個特定的氣壓,錶殼應當會在壓力下輕微變形。如果未發生任何變化,就說明腕錶內外實現了壓力平衡,也就是說,腕錶不具有防水性能。如果同時測試多支腕錶,我們會採用體積測量法。每支腕錶會被放入單獨的密閉艙室,艙室中只能容納一定體積的空氣。每款腕錶的空氣體積已提前經過精準測試和設定。如果艙室中能容納更多氣體,就說明有氣體進入了腕錶中,腕錶不具有防水性。NOMOS 的卓越品質絕非運氣和偶然,腕錶進氣的問題極為罕見。不過,如果某支腕錶確實有進氣問題,我們就會將它送往短片中展示的潛水測試站,在水下找到確切的進氣位置。

6.5. 均勻度測試
NOMOS 機芯的卓越特性不僅在於其精準度,還在於其超凡的纖薄。而且,這種技術成就絕非偶然。除了創新的設計與特殊材料的選用,零件本身的材料屬性,如薄厚程度和均勻程度,都十分重要。在 NOMOS 機芯中,每個元件的裝配空間都被壓縮到極限,相鄰元件間的間隙控制在極小範圍內。這就要求齒輪在轉動時上下擺動幅度不能太大——用製錶師的話來說就是要「均勻」轉動。正因如此,NOMOS 的每個齒輪在在單個零件組裝後都要進行均勻性檢查,透過人工目檢、鏡頭系統進行精密驗收。唯有如此,方能在如此狹小的空間內實現完美功能。

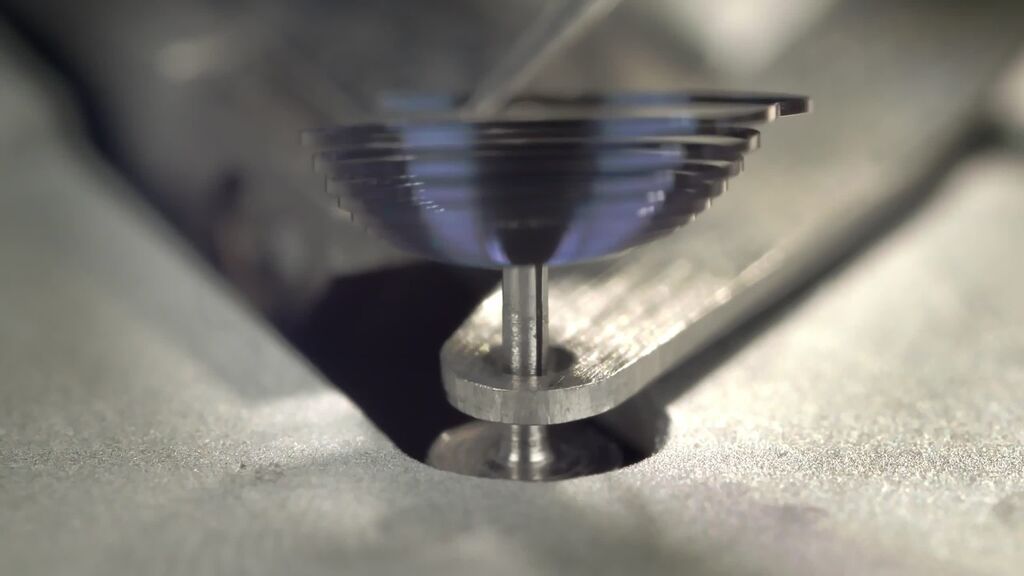
6.4. 壓入擒縱叉軸
擒縱叉軸是一根尺寸非常短的軸,其上的銷釘更是短小。 該部件在 NOMOS 自製擒縱系統中扮演著核心角色,因此其尺寸精確度和表面光潔度必須達到極致。它負責將擒縱輪的旋轉運動轉換為往返運動,利用每次接觸向擒縱輪傳遞推進脈衝。這看似微小的推進作用,實則包含力與加速度的傳遞,並且需要考慮慣性效應。此外摩擦特性也至關重要。因此,擒縱叉軸的每個細節都必須完美無暇!將擒縱叉軸精確壓入到指定高度,能夠確保擒縱叉在擒縱輪和擺輪之間處於理想位置。經過滾壓處理的樞軸能夠減少軸承部位的摩擦,超精密的公差控制則保證了擒縱叉的極致直線狀態。由此可見,擒縱叉軸儘管尺寸微小,卻對機械腕錶的整體走時精確度起了關鍵的作用。

6.3. 質量保證:觸感測量法
觸感測量法,即使用探針接觸測量物件的方法,也就是說,探測儀器會與測量物件近距離接觸。現代光學測量技術速度快、精準度高,但在腕錶機芯的生產中,單靠光學測量有時是不夠的。光照、表面紋理和反射等等因素都會對光學測量造成影響,甚至降低其準確性。而這就是觸感測量法的用武之地。無論是內徑、外徑、厚度還是整體輪廓、手動還是全自動——只要掌握相應的技巧,觸感測量法幾乎無所不能。只有 NOMOS Glashütte 的專業技師才能熟練、正確地運用多種測量辦法,確保精準度。

6.2. 擺輪游絲末端調整
擺輪游絲末端的彎曲部分也叫「末端曲線」。過去的擺輪游絲甚至還帶有內側末端曲線。末端曲線的作用是將擺輪游絲固定在定位螺柱上,與擺夾板連接固定。此外,改變擺輪游絲的有效長度,就能影響擺輪的擺動頻率。因此末端曲線還常用於快速調整腕錶的走時速度。為了確保調節過程穩定、精準、均勻,末端曲線到中心點需具備完美的幾何半徑。製錶師必須擁有敏銳的眼力、穩定的手法和豐富的經驗,才能處理好擺輪游絲末端曲線。

6.1. 噴砂
機芯夾板、四分之三夾板、擺夾板……幾乎所有 NOMOS 框架機芯零件都能登上這台無須排隊的「旋轉木馬」。同時,零件還會經歷溫和、完整的噴砂處理。這裡的「砂」並非普通沙礫,而是非常細膩的銅屑。噴砂可以熨平加工過程中出現的各種表面紋理,不僅能提高美觀程度,也有助於光學測量和計算。此外,噴砂後的零件表面比較均勻,邊緣也更圓潤,讓後續的打磨拋光更輕鬆,效果也更好。噴砂處理非常奇妙,值得一看!